





Добро пожаловать в индустрию
Мы предоставим лучший сервис для вашего бизнеса
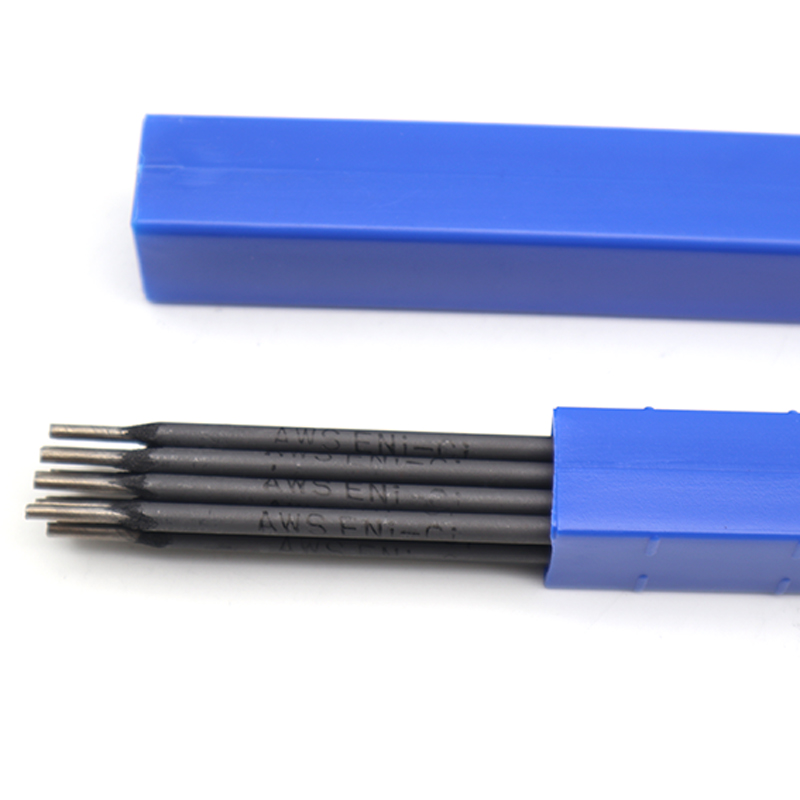
ООО Вэньчжоу Тяньюй Электроник занимается производством сварочных электродов, сварочной проволоки и сварочных материалов с 2000 года. В 2018 году мы зарегистрировали собственный бренд TYUE для продвижения бизнеса сварочных электродов и сварочных материалов. После многих лет упорной работы сварочные электроды марки Tyue были проданы в более чем 50 странах и регионах по всему миру.
- -
Система контроля качества
- -
100% гарантия удовлетворенности
- -
Высокопрофессиональный персонал
- -
Профессиональный и квалифицированный
- -
Опыт работы в отрасли
- -
Индивидуальные решения




24+
Годы опыта
Продукция
Высококачественная продукция








Мы открыты для возможностей!
Посмотреть наши работыНаш процесс
Как мы работаем
Свяжитесь с нами
Сообщите о потребностях
Разработайте и реализуйте программы
Контакт
Отправить запрос
Контакты
-
Здание 2, Площадь Бабочка, Восточная улица Цяньфань, город Юэцин, провинция Чжэцзян, Китай
-
+86-577-62511130

Наша корпоративная среда
Фотографии компании





Наши новости
Последние новости и статьи


-


-


-
-
-


WhatsApp

-
WeChat
