


Продукция












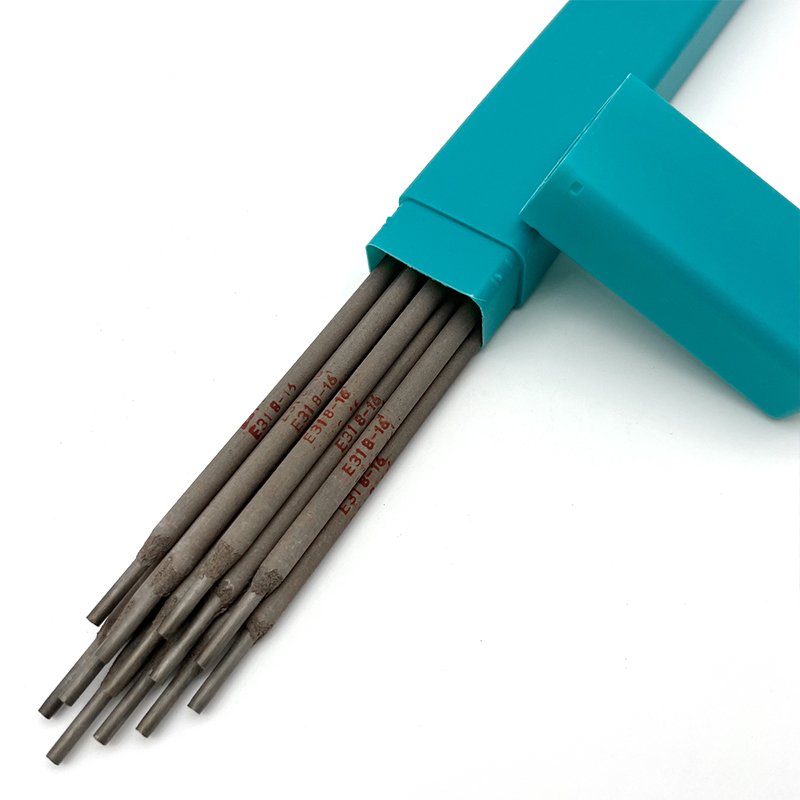








Сварочные стержни AWS E7015
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.
Описание
маркер
AWS A5.1 E7015 представляет собой электрод из углеродистой стали с низким содержанием водорода и натрия.
Сварочный электрод E7015 должен работать на DCEP. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги. Осаженный металл обладает хорошими механическими свойствами и устойчивостью к трещинам, что обеспечивает хорошую низкотемпературную вязкость.
Приложение
AWS A5.1 E7015 применяется при сварке среднеуглеродистой стали и низколегированных конструкций, таких как 16Mn, 09Mn2Si, 09Mn2V, и сталей, используемых в судостроении, таких как A, B, D, E. Он также используется в толстых стальных листах и конструкциях из углеродистой стали, которые трудно сварить.
Соответствовать стандартам
GB/T 5117 E5015
AWS A 5.1 E7015
ISO 2560-B-E 49 15 A


Цель
AWS A5.1 E7015 применяется при сварке среднеуглеродистой стали и низколегированных конструкций, таких как 16Mn, 09Mn2Si, 09Mn2V, и сталей, используемых в судостроении, таких как A, B, D, E. Он также используется в толстых стальных листах и конструкциях из углеродистой стали, которые трудно сварить.
Химический состав (%)
| Химический состав | C | МN | Si | S | P | Ni |
| Гарантийная стоимость | ≤0.10 | ≤1.60 | ≤0.60 | ≤0.015 | ≤0.020 | ≥0.50 |
| Общий результат | 0.075 | 1.10 | 0.55 | 0.02 | 0.025 | 0.011 |
Механические свойства осадочного металла (экранирующий газ: CO2)
| Тестовый элемент | Rm (МPa) | ReL (MPa) | A (%) | KV2(J) | |
| -20℃ -30℃ | |||||
| Гарантийная стоимость | ≥490 | ≥400 | ≥20 | ≥47 | ≥27 |
| Общий результат | 550 | 450 | 28 | 150 | 142 |
Требования к рентгенографическому контролю: класс I
Эталонный ток (DC+)
| диаметр (мм) | Φ2,5 | Φ3,2 | Φ4,0 | Φ5,0 |
| Сила тока (A) | 60~100 | 80~140 | 110~210 | 160~230 |
Примечания
1. Электрод должен быть предварительно нагрет при температуре 350°c в течение 1 часа. Предварительно нагреть стержень всякий раз, когда он используется.
2. Должны быть удалены ржавчины, масляные пятна, влага и другие примеси из заготовки.
3. Для выполнения сварки необходима короткая дуга. Предпочтительно узкий путь сварки.
связаться с нами
Сопутствующие популярные продукты
TIG вольфрамовый электрод WP 00
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.

Aws 5.21 Stellite 1 ERCoCr-C кобальтовый стержень
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.

TYUE E7018 Сварочные стержни
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.

ECoCr-E/Stellite 21 Кобальтовая наплавочная и износостойкая сварочная электрод
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.
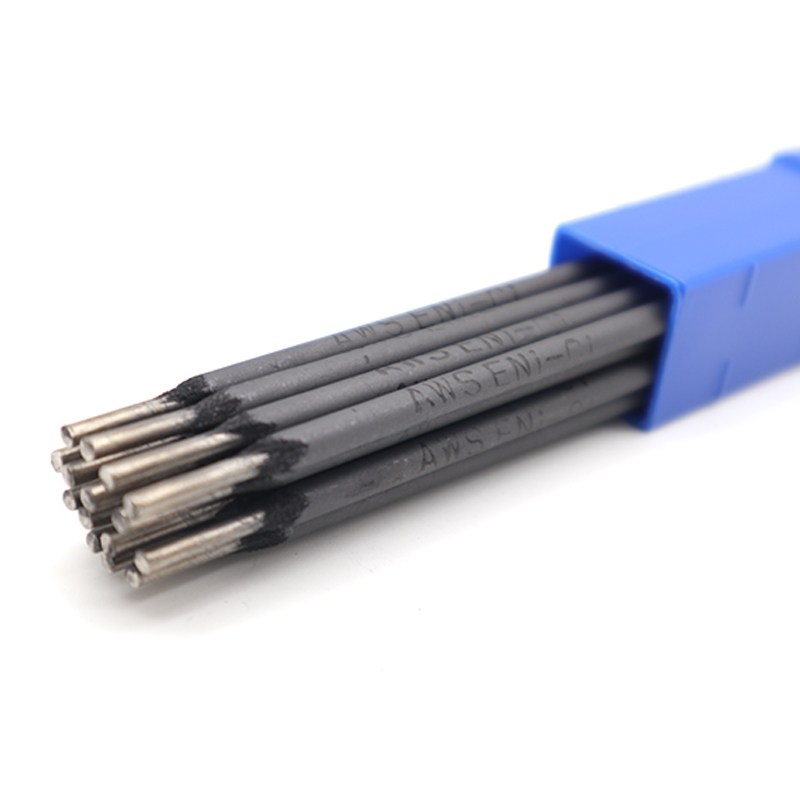
AWS ENi-Cl (Z308) Чисто никелевый чугунный сварочный электрод
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.

AWS:SFA 5.5 E9015-B3 Электроды для сталей, сопротивляющихся ползучести
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.
ASME SFA-A5.4 E310-16 Сварочные электроды из нержавеющей стали
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.

TIG вольфрамовый электрод WT-30
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.

D107 Твердосплавные сварочные электроды
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.

D608 Сварочный электрод с твердым покрытием
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.

D106 Твердосплавные сварочные электроды
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.
D337 Сварочный электрод с твердым покрытием
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.

ECuSn-C (фосфорная бронза С) Сварочные электроды
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.

D112 Твердосплавные сварочные электроды
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.

D102 Твердосплавные сварочные электроды
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.
AWS E6011 Сварочные стержни
Сварочный электрод E7015 должен работать на dcep. Он обладает очень хорошей доступностью сварки, что позволяет ему выполнять сварку во всех позициях, имеет стабильную дугу, легкое удаление шлака и низкое брызги.
-


-


-
-
-


WhatsApp

-
WeChat
