


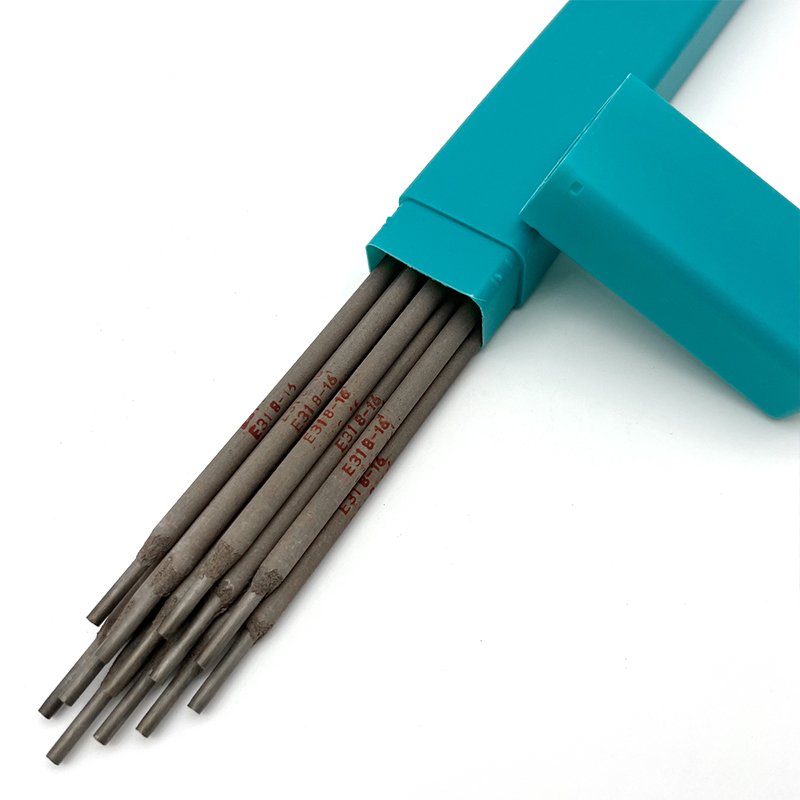
Нержавеющая сталь E410-16 сварка
Выбор материала для сварки – это ответственный шаг, определяющий прочность и долговечность готового изделия. Особенно это касается нержавеющей стали. Сегодня мы поговорим о нержавеющей стали E410-16 – одном из самых популярных сплавов для сварки, и разберемся со всеми нюансами процесса.
Что такое нержавеющая сталь E410-16 и где она применяется?
Нержавеющая сталь E410-16 относится к марганцовистым нержавеющим сталям. Она обладает отличной пластичностью, ударной вязкостью и устойчивостью к коррозии. Это значит, что она не только долговечна, но и хорошо переносит механические нагрузки, не трескается и не ржавеет. Что же из этого следует? E410-16 прекрасно подходит для изготовления конструкций, подвергающихся высоким температурам и механическим воздействиям. Представьте себе детали для химической промышленности, компоненты двигателей, элементы трубопроводов – здесь она незаменима! Или, например, детали для пищевой промышленности, где важна безупречная гигиеничность и устойчивость к агрессивным средам. В машиностроении E410-16 используется для изготовления деталей, требующих высокой прочности и надежности. Даже в авиации она находит свое применение, хотя и требует более строгих требований к качеству сварки.
Основные характеристики E410-16
- Содержание углерода: 0.16% (это ключевой параметр, влияющий на теплостойкость и прочность)
- Содержание марганца: 1.2-1.8% (обеспечивает хорошую пластичность и ударную вязкость)
- Удельная прочность: До 550 МПа (в зависимости от термической обработки)
- Температура плавления: около °C
Важно помнить, что эти характеристики могут незначительно отличаться в зависимости от производителя. Всегда обращайтесь к техническим паспортам конкретной партии стали.
Подготовка к сварке: залог качественного шва
Как бы хороша ни была сама нержавеющая сталь E410-16, без правильной подготовки к сварке невозможно получить качественное соединение. Это включает в себя несколько этапов.
Очистка поверхности
Это, пожалуй, самый важный этап! На поверхности стали должны отсутствовать загрязнения – масло, грязь, ржавчина, окалина. Очистка может быть выполнена механическим способом (пескоструйная обработка, шлифовка) или химическим способом (очистка растворителями, травильными растворами). В промышленной среде часто применяют ультразвуковую очистку для удаления труднодоступных загрязнений.
Выбор режима сварки
Выбор режима сварки зависит от толщины свариваемых деталей, требуемой прочности шва и доступного оборудования. Самые популярные методы сварки нержавеющей стали E410-16:
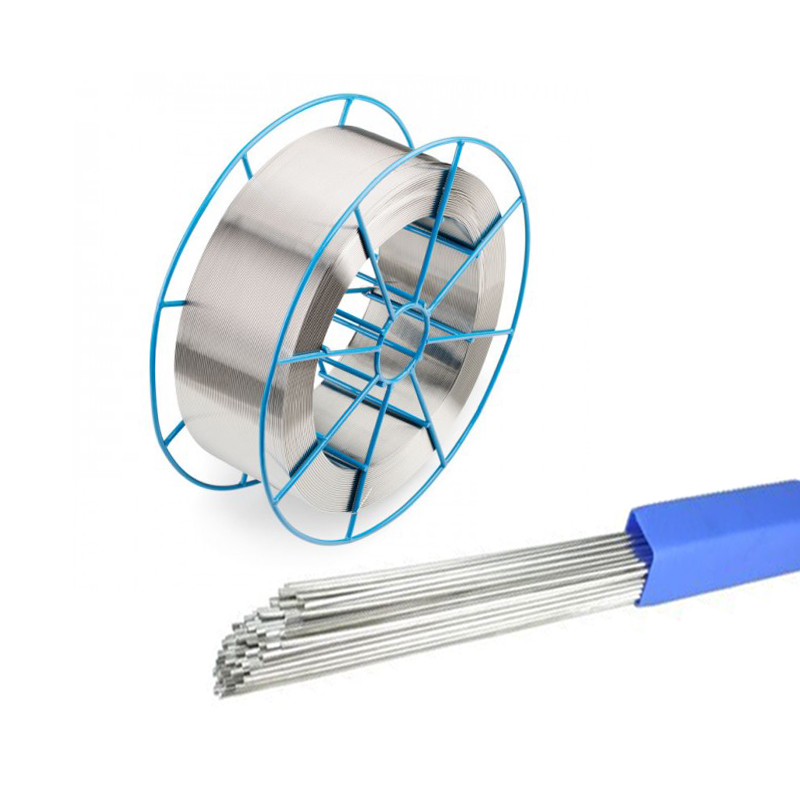
- MIG (GMAW): универсальный метод, подходит для сварки тонких и средних сталей. Преимущества – высокая скорость сварки и простота использования.
- TIG (GTAW): обеспечивает высокое качество шва и позволяет сваривать даже очень тонкие детали. Требует высокой квалификации сварщика.
- SMAW (MMA): электродуговая сварка покрытым электродом. Подходит для работы в полевых условиях, но требует много времени и опыта.
Предварительный нагрев
Предварительный нагрев нержавеющей стали E410-16 может быть необходим для снижения риска образования трещин, особенно при сварке толстых деталей. Температура нагрева зависит от толщины стали и может достигать 200-300 °C. Использование термопары для контроля температуры является обязательным.
Сварка E410-16: особенности и распространенные ошибки
Сварка нержавеющей стали E410-16 требует особого внимания к деталям. Вот некоторые особенности и распространенные ошибки, которые следует избегать.
Выбор сварочного электрода/присадочного прутка
Для сварки нержавеющей стали E410-16 рекомендуется использовать присадочные прутки, соответствующие маркировке стали. Они должны обеспечивать хорошее свариваемость и соответствовать химическому составу. Например, для TIG сварки часто используют прутки на основе сплава 308L.
Контроль скорости сварки и силы тока
Неправильная скорость сварки и сила тока могут привести к образованию дефектов шва – пористости, трещин, недостаточному проплавлению. Необходимо строго следовать рекомендациям производителя оборудования и присадочных материалов.
Образование трещин
Одна из самых распространенных проблем при сварке нержавеющей стали E410-16 – образование трещин. Это может быть вызвано различными факторами – неправильным выбором режима сварки, недостаточным предварительным нагревом, высоким содержанием вредных примесей в стали. Для предотвращения трещин рекомендуется использовать специальные антипригарные покрытия и тщательно контролировать процесс сварки.
Проверка качества сварного шва
После завершения сварки необходимо провести визуальный контроль качества шва. Он должен быть ровным, без трещин, пористости и других дефектов. Для более точной оценки качества сварного шва можно использовать неразрушающие методы контроля – ультразвуковой контроль, рентгенографию, магнитопорошковый контроль.
Рекомендации и полезные ресурсы
Несколько полезных ресурсов, которые могут быть вам полезны:
- ООО Вэньчжоу Тяньюй Электроник – поставщик оборудования и материалов для сварки. [Просто пример, если сайт есть, в противном случае можно убрать]
- Сайты производителей сварочного оборудования (например, Lincoln Electric, ESAB, SMAW) – здесь можно найти технические характеристики оборудования и рекомендации по его использованию.
- Специализированные форумы и сообщества сварщиков – здесь можно получить ответы на вопросы и обменяться опытом.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Кобальтовые голые электроды и стержни для наплавки ERCoCr-E
Кобальтовые голые электроды и стержни для наплавки ERCoCr-E -
 AWS A5. 14 ERNiFeCr-2 Сварочная проволока из никелевого сплава
AWS A5. 14 ERNiFeCr-2 Сварочная проволока из никелевого сплава -
 AWS E10015-G Сварочные электроды
AWS E10015-G Сварочные электроды -
 D547 Сварочный электрод с твердым покрытием
D547 Сварочный электрод с твердым покрытием -
 AWS:SFA 5.5 E9015-B3 Электроды для сталей, сопротивляющихся ползучести
AWS:SFA 5.5 E9015-B3 Электроды для сталей, сопротивляющихся ползучести -
 TIG вольфрамовый электрод WL-15
TIG вольфрамовый электрод WL-15 -
 AWS:E308-15, E308L-15 Электроды из нержавеющей стали
AWS:E308-15, E308L-15 Электроды из нержавеющей стали -
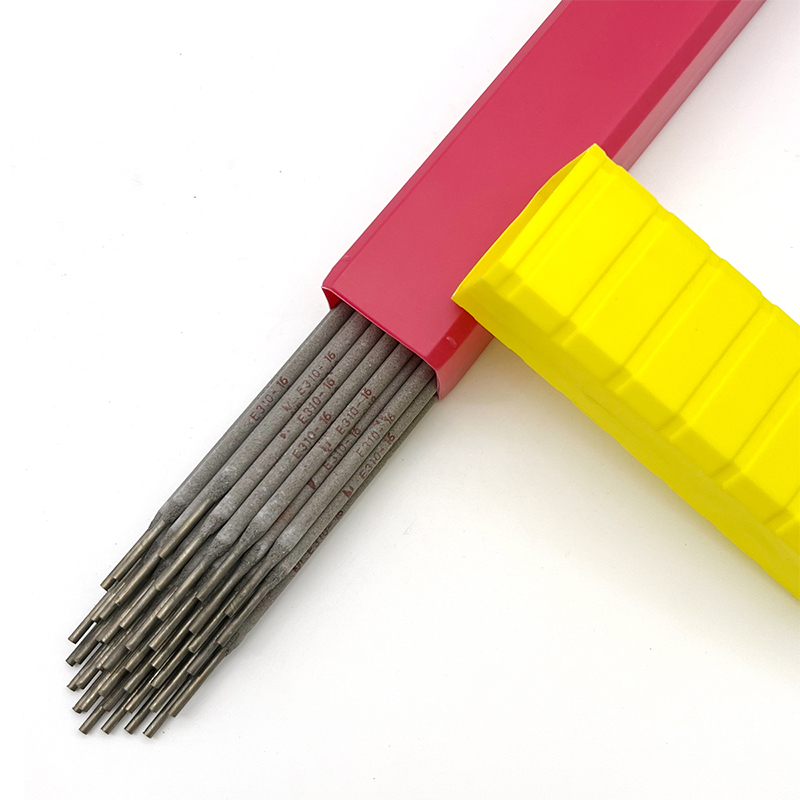 ASME SFA-A5.4 E310-16 Сварочные электроды из нержавеющей стали
ASME SFA-A5.4 E310-16 Сварочные электроды из нержавеющей стали -
 Сварочная проволока из никелевого сплава ERNiCrMo-10 (сплав C22)
Сварочная проволока из никелевого сплава ERNiCrMo-10 (сплав C22) -
 AWS A5.4 E385-16 Сварочные стержни из нержавеющей стали
AWS A5.4 E385-16 Сварочные стержни из нержавеющей стали -
 AWS:SFA 5.4 E347-15 Стержень сварочного электрода из нержавеющей стали
AWS:SFA 5.4 E347-15 Стержень сварочного электрода из нержавеющей стали -
 Сварочные стержни AWS E7016
Сварочные стержни AWS E7016
Связанный поиск
Связанный поиск- DIN 8555(E9-UM-250-KR) с рутиловым покрытием
- Электродные стержни из нержавеющей стали из китая
- 1/8 x 14 E6010
- Молибдена и хромовые электроды
- Проволока для дуговой сварки
- Никель чугун порошковые электроды из китая
- AWS E8010-G/8011-G низколегированный
- MIG сварочная проволока безгазовая порошковая
- EC1 Z208 чугунные электроды
- E6011 рутило-клеточный электрод типа калия







