


Продукция















")
")
")
")
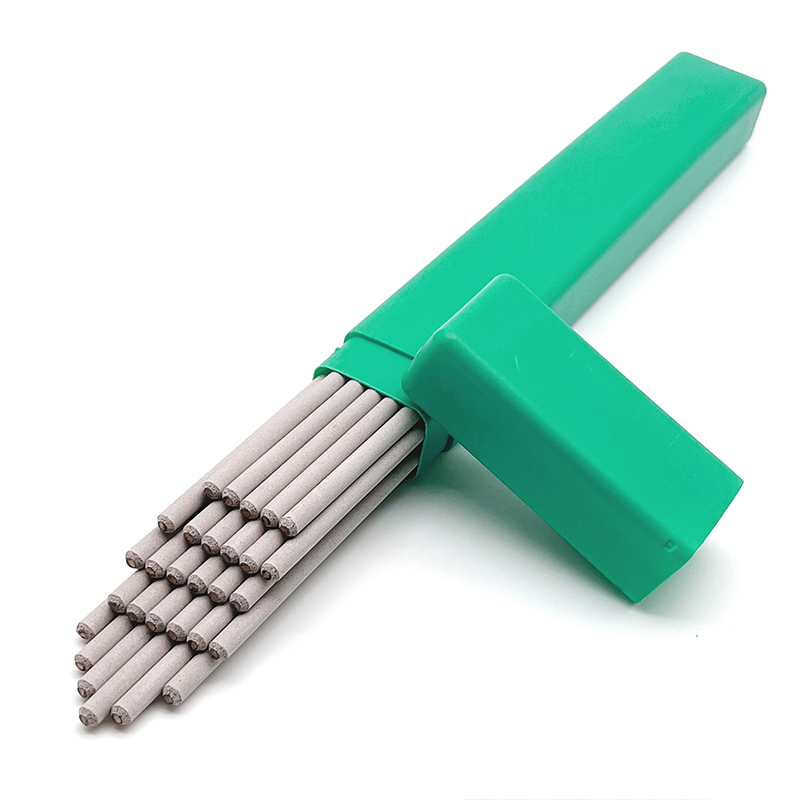
Сварочные прутки AWS A5.1 E6013 (J421)
AWS A5.1 E6013 (J421) — это электрод рутилового типа.
Описание
маркер
Классификации:
ISO 2560-A-E35 0 RA 12
AWS A5.1: E6013
GB/T 5117 E4313
Характеристики:
AWS A5.1 E6013 (J421) — электрод рутилового типа. Может использоваться для сварки как с источником переменного, так и постоянного тока, а также во всех положениях. Обладает отличными сварочными характеристиками, такими как стабильная дуга, малое количество брызг, легкое удаление шлака и способность к повторному зажиганию и т. д. Рутилово-целлюлозный электрод с хорошей свариваемостью во всех положениях, включая вертикальное вниз. Отличная способность преодолевать зазоры и зажигать дугу. Для прихваточной сварки и подгонки деталей. Общее назначение для промышленности и торговли, монтажа и сварки в цехах.
Химический состав всего металла сварного соединения: (%)
| Химический состав | C | Mn | Si | S | P | Ni | Cr | Mo | V |
| Требования | ≤0.10 | 0.32-0.55 | ≤0.30 | ≤0.030 | ≤0.035 | ≤0.30 | ≤0.20 | ≤0.30 | ≤0.08 |
| Типичные результаты | 0.08 | 0.37 | 0.18 | 0.020 | 0.025 | 0.030 | 0.035 | 0.005 | 0.004 |
Механические свойства осажденного металла
| Тестовый элемент | Rm (N/mm2) | Rel (N/mm2) | A (%) | KV2(J) 0℃ |
| Требования | 440-560 | ≥355 | ≥22 | ≥47 |
| Типичные результаты | 500 | 430 | 27 | 80 |
Справочный ток(DC)
| Диаметр | φ2.0 | φ2.5 | φ3.2 | φ4.0 | φ5.0 |
| Сила тока(A) | 40 ~ 70 | 50 ~ 90 | 80 ~ 130 | 150 ~ 210 | 180 ~ 240 |
Рентгенографический контроль: класс Ⅱ
Положение сварки:
PA, PB, PC, PD, PE, PF
Внимание:
Как правило, перед сваркой не требуется повторная сушка электрода. При попадании влаги необходимо повторно просушить его при температуре 150–170 °C в течение 0,5–1 часа.
связаться с нами
Сопутствующие популярные продукты

AWS:SFA 5.4 Электроды из нержавеющей стали E2553-16
AWS A5.1 E6013 (J421) — это электрод рутилового типа.

AWS:SFA 5. 11 ENiCrMo-3 Электроды для никеля и его сплавов
AWS A5.1 E6013 (J421) — это электрод рутилового типа.

D512 Сварочный электрод с твердым покрытием
AWS A5.1 E6013 (J421) — это электрод рутилового типа.
D667 Сварочный электрод с твердым покрытием
AWS A5.1 E6013 (J421) — это электрод рутилового типа.

Популярная продажа сварочной проволоки MIG из никеля ERNi-1 по стандарту AWS A5.14
AWS A5.1 E6013 (J421) — это электрод рутилового типа.



AWS E6010 Сварочные электроды из низкоуглеродистой стали
AWS A5.1 E6013 (J421) — это электрод рутилового типа.


AWS A5.15 Сварочный электрод для чугуна ENiCu-B Z508
AWS A5.1 E6013 (J421) — это электрод рутилового типа.

AWS A5. 14 ERNiFeCr-2 Сварочная проволока из никелевого сплава
AWS A5.1 E6013 (J421) — это электрод рутилового типа.
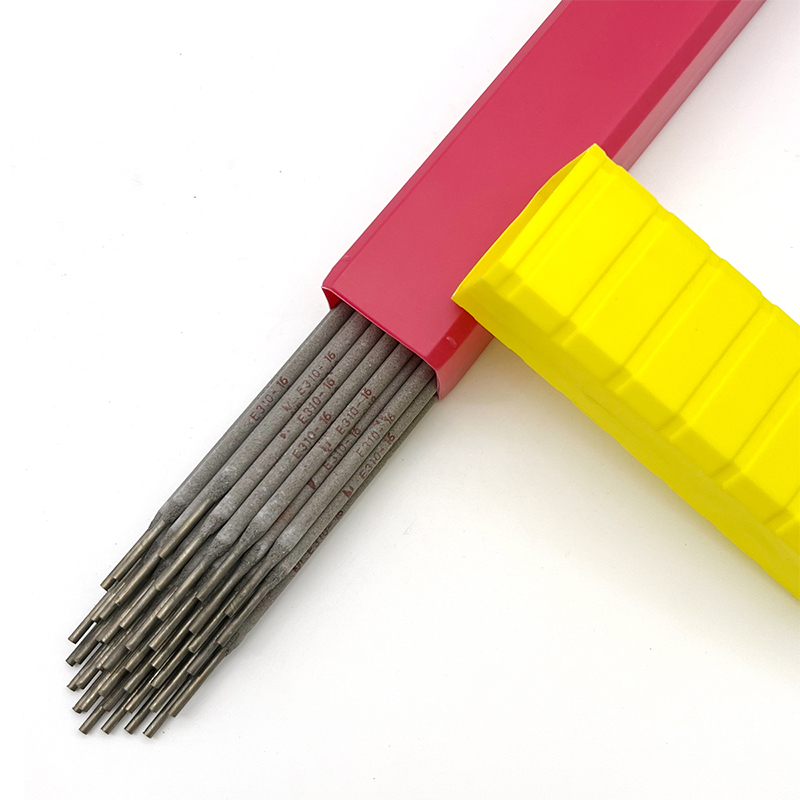
ASME SFA-A5.4 E310-16 Сварочные электроды из нержавеющей стали
AWS A5.1 E6013 (J421) — это электрод рутилового типа.

AWS A5. 11 Сварочные электроды ENiCrFe-1
AWS A5.1 E6013 (J421) — это электрод рутилового типа.

AWS:SFA 5.5 E9015-B3 Электроды для сталей, сопротивляющихся ползучести
AWS A5.1 E6013 (J421) — это электрод рутилового типа.

ECoCr-E/Stellite 21 Кобальтовая наплавочная и износостойкая сварочная электрод
AWS A5.1 E6013 (J421) — это электрод рутилового типа.
-


-


-
-
-


WhatsApp

-
WeChat
