


Продукция









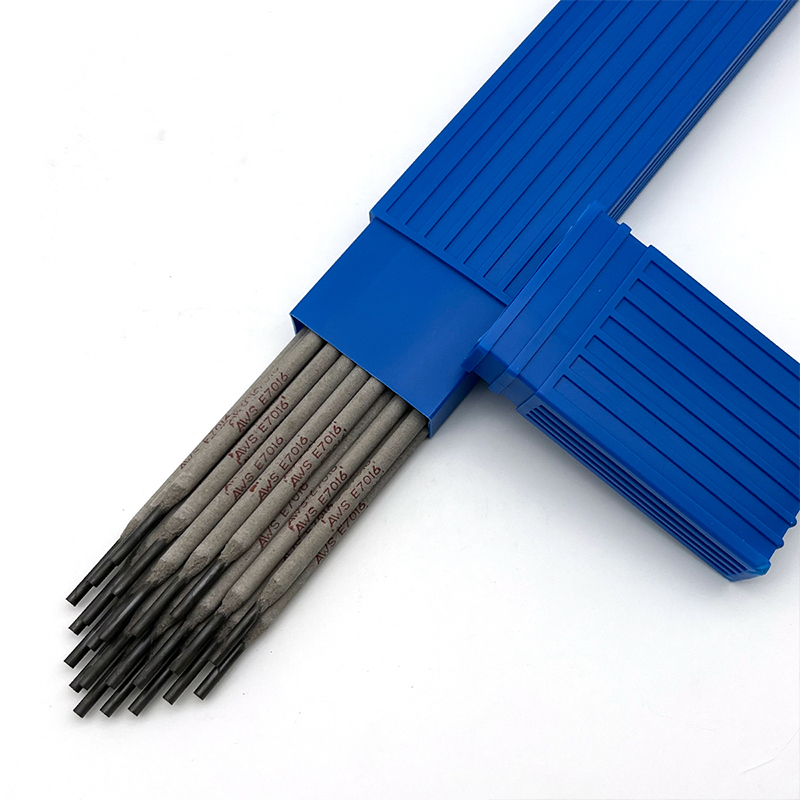







Сварочные стержни AWS E7016
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.
Описание
маркер
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т. д., а также для сварочных судов, использующих сталь класса A, B, C, D, E, и важную раму для транспортных средств класса относительной прочности, строительства и мосты.
Химический состав (%)
| C | Mn | Si | S | P |
| ≤0.12 | ≤1.6 | ≤0.75 | ≤0.035 | ≤0.030 |
Механические свойства осадочного металла
| Тестовый элемент | Rm (N/мм2) | Rel (N/мм2) | A (%) | KV2(J) 0℃ |
| Гарантийная стоимость | ≥490 | ≥400 | ≥22 | ≥47 |
| Общий результат | 539 | 423 | 27 | 86 |


Эталонный ток (DC)
| Диаметр | Ф2.0 | Ф2.5 | Ф3.2 | Ф4.0 | Ф5.0 |
| Cила тока(A) | 40 ~ 70 | 50 ~ 90 | 90 ~ 130 | 130 ~ 210 | 170 ~ 230 |
Внимание
1. Легко подвергаться влаге, пожалуйста, держите его в сухом состоянии.
2. Перед использованием требуется нагрев в течение 1 часа при температуре 350 ° C.
3. Требуется очистка основных металлов от примесей (таких как масло, ржавчина, вода и т. Д.)
4. Для сварки используйте метод короткой дуги и узкого контура
Химический состав и механические свойства электродов E7016
Химический состав и механические свойства сварочного стержня E7016 в соответствии с спецификацией AWS A5.1 приведены в таблице ниже. прочность на растяжение электрода E7016 составляет 70 Ksi, прочность на текучесть составляет 58 Ksi, а вязкость составляет 20 футов · фунтов в центре при -20°F (27 j при -30°C).
Хранение и выпечка сварочного электрода E7016
Будучи низководородным электродом, E7016 требует выпечки/сушки перед использованием. Рекомендуемая температура сушки или выпечки стержня E7016 в соответствии с AWS A5.1, таблица 1.3 составляет 500-800 °F (260-425 °C) в течение 1-2 часов.
Выпеченные или сушеные электроды должны храниться в портативной духовке при температуре 50-250°F (30-140°C) во время использования. Неиспользованные электроды должны быть возвращены в неподвижные удерживающие печи.
Ампера сварочного стержня E7016
Ампера сварочного электрода E7016 зависит от диаметра электрода. 3/32''-дюймовый стержень хорош с 75-110 амперами, 1/8'' дюймом с 100-150 амперами и 5/32'' дюймом с током от 150 до 190 амперов.
связаться с нами
Сопутствующие популярные продукты

AWS:SFA 5.11 ENi-1 Электроды для никеля и его сплавов
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.

AWS:SFA 5.4 E307-16 Электроды из нержавеющей стали
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.

AWS A5.1 E7028 Сварочные стержни
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.

D126 Твердосплавные сварочные электроды
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.

D397 Сварочный электрод с твердым покрытием
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.

TIG вольфрамовый электрод WZr8
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.

AWS:SFA 5. 11 ENiCrMo-3 Электроды для никеля и его сплавов
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.

E9018-M низколегированный сварочный электрод
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.

AWS:SFA 5.11 ENiCrFe-2 Электроды для никеля и его сплавов
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.

Нержавеющая сталь E310H-16 Сварочные электроды
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.
Сварочный электрод ECoCr-A (кобальт 6) Кобальтовая наплавка и износостойкий сварочный электрод
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.

AWS Class ERNiCrCoMo-1 MIG & TIG: проволока из никелевого сплава
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.

AWS:SFA 5. 5 E9015-B24 Электроды для сталей, сопротивляющихся ползучести
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.

Нержавеющие сварочные прутки AWS A5. 4 E309-16
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.
D577 EDCrMn-C-15 жесткие сварочные электроды
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.
D172 Твердосплавные сварочные электроды
Сварочные стержни AWS E7016 в основном для сварки углеродистой стали или низколегированной стали, таких как 16Mn, 09Mn2Si и т.
-


-


-
-
-


WhatsApp

-
WeChat
