


Продукция











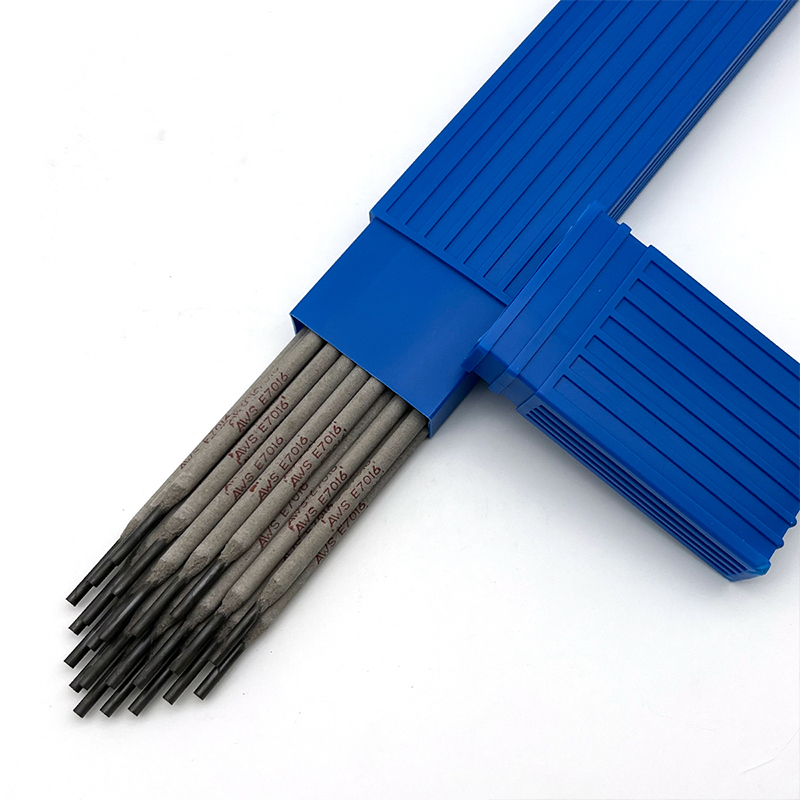














Сварочные стержни AWS E7018
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.
Описание
маркер
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.
Классификация
AWS A 5.1 E 7018
ISO 2560-B-E4918A
GB/T 5117 E5018
Сварочные стержни AWS E7018 представляют собой электрод из углеродистой стали с порошковым покрытием с низким содержанием водорода, железа и калия. Железная пыль в покрытии увеличивает ставку депозита. Он обладает очень хорошей удобностью использования, что позволяет ему иметь стабильную дугу, мало брызг, легко удалять шлак и сварить во всех положениях. Осаженный металл обладает хорошими механическими свойствами, обеспечивая очень хорошую низкотемпературную вязкость.


Запрос на запрос
AWS A5.1 E7018 применяется к сварочным конструкциям из низколегированной и углеродистой стали, таким как 16Mn.
Химический состав (%)
| Химический состав | C | Мn | Si | S | P |
| Гарантийная стоимость | ≤0.12 | ≤1.60 | ≤0.75 | ≤0.035 | ≤0.040 |
| Общий результат | 0.089 | 1.2 | 0.38 | 0.028 | 0.04 |
Механические свойства осадочного металла
| Тестовый элемент | Rm (N/мм2) | Rel (N/мм2) | A (%) | KV2(J) -30°C |
| Гарантийная стоимость | ≥490 | ≥400 | ≥20 | ≥27 |
| Общий результат | 515 | 430 | 32 | 156 |
Эталонный ток (DC)
| Диаметр | Ф2.5 | Ф3.2 | Ф4.0 | Ф5.0 |
| Ампераж | 60 ~ 100 | 80 ~ 140 | 110 ~ 210 | 160 ~ 230 |
Рентгеновский контроль
Степень I
Место сварки
PA,PB,PC,PD,PE,PF
Оценки
1. Электрод должен быть предварительно нагрет при температуре 350°C в течение 1 часа. предварительно нагреть стержень всякий раз, когда он используется.
2. Должны быть удалены ржавчины, масляные пятна, влага и другие примеси из заготовки.
3. Для выполнения сварки требуется короткая дуга. предпочтительно узкий путь сварки.
Внимание
1.Перед сваркой электрод должен быть повторно высушен на 350-380 ℃ в течение 1 часа.
2.Остальные, масло, вода и другие примеси в области сварного шва должны быть удалены перед сваркой.
связаться с нами
Сопутствующие популярные продукты

AWS:SFA 5. 11 ENiCrMo-3 Электроды для никеля и его сплавов
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.

H10MnSi AWS EM13K погруженная дуговая проволока
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.

RBCuZn-А (Морская бронза) Припои для пайки
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.

AWS SFA 5.11 Сварочные электроды из никеля ENiCrFe-3
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.

Сварочные электроды из углеродистой стали AWS E7014 J501Fe
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.

Чугунный сварочный электрод Z208
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.

Сварочные прутки AWS A5.1 E7028
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.
AWS A5.4 E318-16 Сварочные электроды из нержавеющей стали
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.
AWS A5.4 E309L-16 Сварочные стержни из нержавеющей стали
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.

D517 Сварочный электрод с твердым покрытием
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.

Сварочный электрод Э6015
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.

AWS:E2594-16 Электроды из нержавеющей стали
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.
D502жесткие сварочные электроды
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.

TIG вольфрамовый электрод WT-30
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.

AWS E410-16 Сварочные электроды из нержавеющей стали
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.

Сварочные электроды из нержавеющей стали E2553-16
Сварочный стержень AWS E7018 (электрод основного железного порошкового типа) подходит для сварки углеродистой стали и конструкций низколегированной стали, таких как Gr.50 и т. Д.
-


-


-
-
-


WhatsApp

-
WeChat
