


Продукция







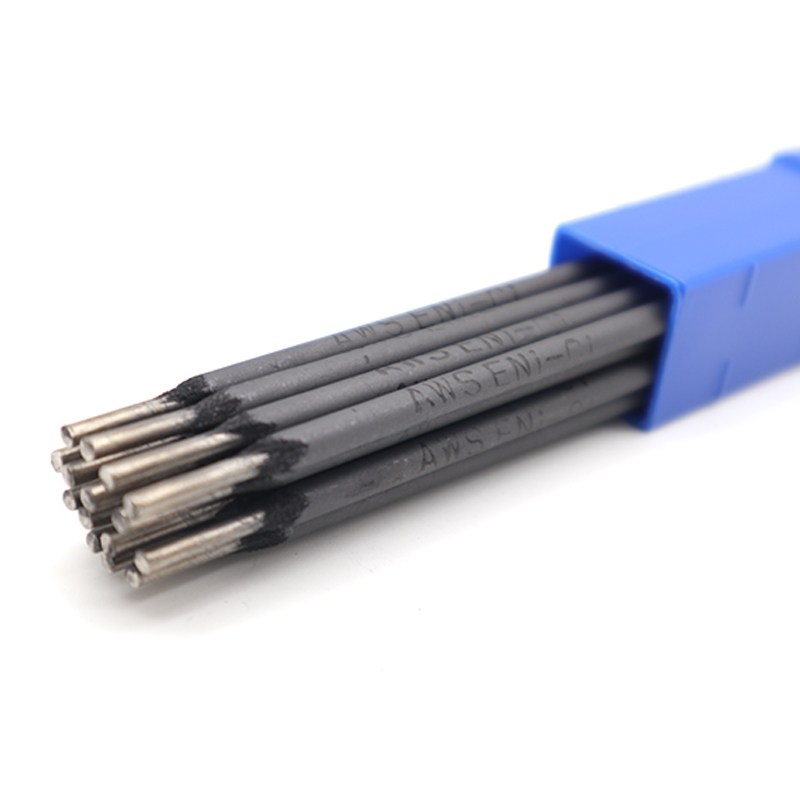




















AWS A5.4 E309-16 Сварочные стержни из нержавеющей стали
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.
Описание
маркер
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.
Применение
Подходит для сварки одного и того же типа нержавеющей стали, футеровки из нержавеющей стали, разных сталей (таких как Cr19Ni10 и низкоуглеродистая сталь и т. д.), а также стали гаолуо, стали с высоким содержанием марганца и т. д.
Характеристики
E309-16 представляет собой электрод из нержавеющей стали Cr23Ni13 для оборудования для давления рутиловой кожи. как переменный ток, так и постоянный ток могут использоваться для сварки во всех положениях. отличные характеристики сварки. осаженный металл обладает хорошей устойчивостью к трещинам и окислению.
Внимание
1.Перед сваркой электрод должен выпекать при 320-350℃ в течение 1 часа и использовать по мере необходимости.
2.Перед сваркой удалите ржавчину, смазку, влагу и другие примеси.
3.Рекомендуется источник питания постоянного тока, поскольку глубина сварки током относительно мелкая, ток не должен быть слишком большим, чтобы избежать покраснения и трещин кожи.
4.Максимально уменьшите ввод тепла, амплитуда качания электрода не должна быть слишком большой.
5.Предварительно нагревайте и поддерживайте температуру между каналами ниже 150℃.


Место сварки
ПА, ПБ, ПК, ПД, ПЕ, ПФ
Химический состав всех сварочных металлов: (в массе.%)
| Пункты | C | Мn | Si | S | P | Ni | Cr | Мо | Cu |
| Требования | ≤0.15 | 0.5-2.5 | ≤0.90 | ≤0.03 | ≤0.04 | 12.0-14.0 | 22.0-25.0 | ≤0.75 | ≤0.75 |
| Типичные результаты | 0.069 | 1.12 | 0.85 | 0.0114 | 0.031 | 12.54 | 23.95 | 0.23 | 0.03 |
Механические свойства всех сварных металлов
| Пункты | Rm/MPa | A/% |
| Требования | ≥520 | ≥25 |
| Типичные результаты | 560 | 39 |
Типичные операционные процедуры: (AC или DC)
| Диаметр (mm) | 2.0 | 2.5 | 3.2 | 4.0 | 5.0 |
| Длина (mm) | 300 | 300 | 350 | 400 | 400 |
| Текущий (A) | 25-50 | 50-80 | 80-110 | 110-160 | 160-200 |
Упаковка
5 кг/коробка, 4 коробки/картон, 20 кг/картон, 50 картонов/поддон. 21–26 тонн на 1X20″ FCL.
OEM/ODM
Мы поддерживаем OEM/ODM и можем сделать упаковку согласованной с вашим дизайном, пожалуйста, свяжитесь с нами для подробного обсуждения.
Правила проверки
Сварочные детали проверяются отделом контроля качества производителя.
Для сварных швов, требующих рентгенографического испытания, длина сварных швов, подлежащих рентгенографическому испытанию, должна быть не менее 20% от всей длины сварных швов.
при обнаружении недопустимого дефекта в сварном шве вблизи дефекта следует провести дополнительное рентгенографическое испытание, длина дополнительного рентгенографического испытания должна быть равна длине рентгенографической части сварного шва. Если после дополнительного рентгенографического контроля обнаружен недопустимый дефект, все сварные швы должны быть рентгенографически проверены.
Для важных сварных деталей следует проверять внешний вид, геометрию и размер сварного шва один за другим. В дополнение к проверке внешнего вида сварных швов для общих деталей, геометрия и размеры сварных швов также должны быть выборочными.
Для важных деталей или важных сварных швов важных деталей требования к неразрушающему контролю или испытанию герметизации и испытанию механических характеристик сварки должны выполняться в соответствии с правилами в чертежах или технических требованиях к заказу.
связаться с нами
Сопутствующие популярные продукты
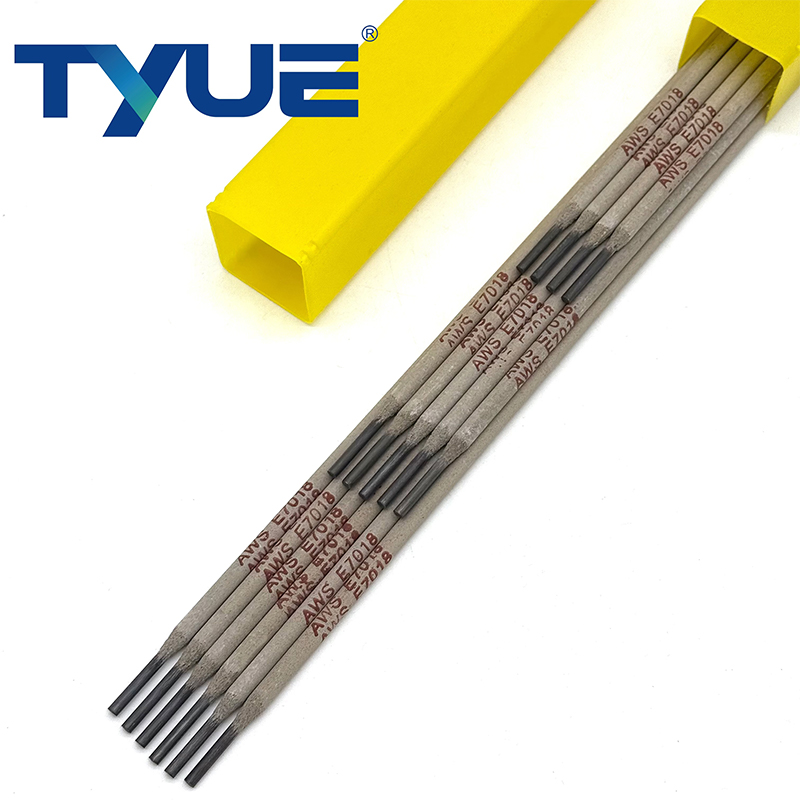
Сварочные стержни AWS E7018
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.

ECuNi (187) Сварочные электроды
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.
AWS A5.14 ERNiMo-3 Сварочная проволока из никелевого сплава
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.
AWS A5.4 E310-16 Сварочные электроды из нержавеющей стали
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.

D667 Сварочный электрод с твердым покрытием
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.

AWS:SFA 5.4 E347-15 Стержень сварочного электрода из нержавеющей стали
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.

Сварочная проволока из никелевого сплава ERNi-Cl (никель 99)
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.

ECuSn-C (фосфорная бронза С) Сварочные электроды
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.

TIG вольфрамовый электрод WL-15
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.

AWS:E2594-16 Электроды из нержавеющей стали
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.
D277 Сварочный электрод с твердым покрытием
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.
D557 EDCrNi-C-15 жесткие сварочные электроды
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.
D397 Сварочный электрод с твердым покрытием
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.
D337 Сварочный электрод с твердым покрытием
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.

Aws 5.21 Stellite 1 ERCoCr-C кобальтовый стержень
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.
Популярная продажа сварочной проволоки MIG из никеля ERNi-1 по стандарту AWS A5.14
E309-16-это электрод из нержавеющей стали для соединения нержавеющей стали с самими собой или углеродистым металлом и низколегированной сталью.
-


-


-
-
-


WhatsApp

-
WeChat
