


Продукция































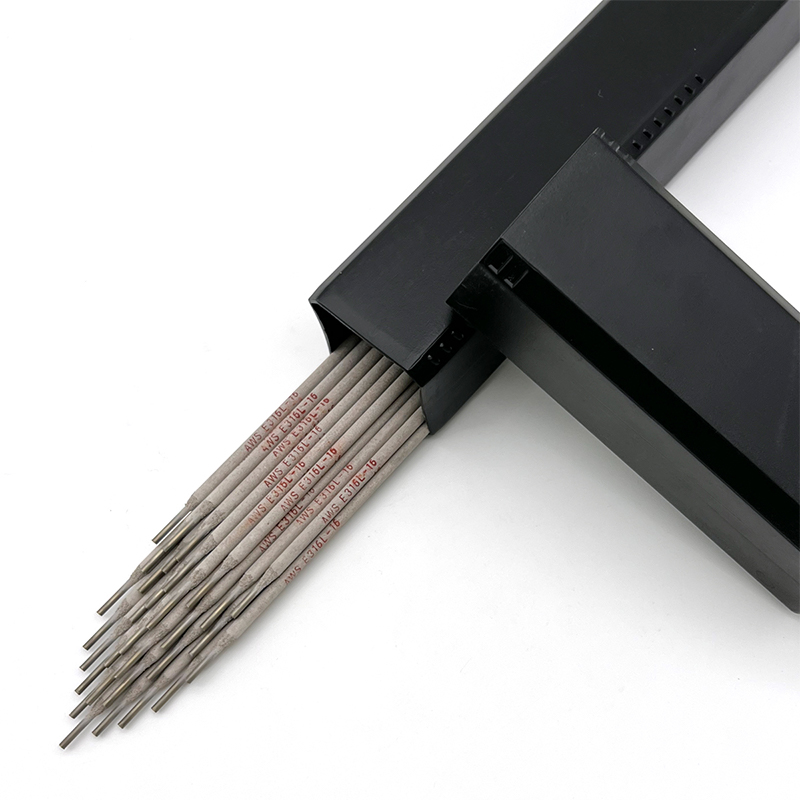
AWS A5.4 E309L-16 Сварочные стержни из нержавеющей стали
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.
Описание
маркер
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.
Описание продукта
Краткая информация
| Номер модели: AWS E309L-16 | Материал: нержавеющая сталь |
| Длина: 300 мм-500 мм | Рабочий ток: международный стандарт |
| Сварочный ток: международный стандарт | Рабочая температура: международный стандарт |
| Диаметр: 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм | Применение: синтетическое волокно, нефтехимическое оборудование и т. д. |
| Цвет: серый белый |
Применение
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.
Характеристики
E309L-16-это сверхнизкоуглеродный электрод из нержавеющей стали Cr23Ni13, используемый в оборудовании для давления рутилового типа. Перекрестный прямой, может быть использован для сварки во всех позициях. осаженный металл имеет низкое содержание углерода, поэтому он может противостоять межкристаллической коррозии, вызванной осаждением карбида, когда не содержит стабилизаторов, таких как ниобий и титан.


Внимание
1.Перед сваркой электрод должен выпекать при 320-350℃ в течение 1 часа и использовать по мере необходимости.
2.Перед сваркой удалите ржавчину, смазку, влагу и другие примеси.
3.Рекомендуется источник питания постоянного тока, поскольку глубина сварки током относительно мелкая, ток не должен быть слишком большим, чтобы избежать покраснения и трещин кожи.
4.Максимально уменьшите ввод тепла, амплитуда качания электрода не должна быть слишком большой.
5.Предварительно нагревайте и поддерживайте температуру между каналами ниже 150℃.
ПОЛОЖЕНИЯ СВАРКИ:
PA,PB,PD,PF
ХИМИЧЕСКИЙ СОСТАВ ВСЕХ СВАРНЫХ МЕТАЛЛОВ: (WT.%)
| Пункты | C | Мn | Si | S | P | Cr | Ni | Mo | Cu |
| Требования | ≤0.04 | 0.50~2.50 | ≤0.90 | ≤0.030 | ≤0.040 | 22.0~25.0 | 12.0~14.0 | ≤0.75 | ≤0.75 |
| Типичные результаты | 0.035 | 1.05 | 0.67 | 0.012 | 0.031 | 22.9 | 12.58 | 0.032 | 0.030 |
МЕХАНИЧЕСКИЕ СВОЙСТВА ВСЕГО СВАРНОГО МЕТАЛЛА:
| Пункты | Rm(Мpa) | A/ (%) |
| Требования | ≥510 | ≥25 |
| Типичные результаты | 560 | 42 |
ТИПИЧНЫЕ ПРОЦЕДУРЫ ЭКСПЛУАТАЦИИ:(AC или DC+)
| Диаметр (мм) | 2.0 | 2.5 | 3.2 | 4.0 | 5.0 |
| Текущий (A) | 40~80 | 50~100 | 70~130 | 100~160 | 140~200 |
Упаковка
5 кг/коробка, 4 коробки/картон, 20 кг/картон, 50 картонов/поддон. 21–26 тонн на 1X20″ FCL.
OEM/ODM
Мы поддерживаем OEM/ODM и можем сделать упаковку согласованной с вашим дизайном, пожалуйста, свяжитесь с нами для подробного обсуждения.
связаться с нами
Сопутствующие популярные продукты
Заостренные электроды для выемки
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.
AWS A5.14 ERNiMo-3 Сварочная проволока из никелевого сплава
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.
Наполнитель из углеродистой стали ER70S-3 для дуговой сварки с газовым экраном
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.

TYUE E308-16 Сварочный электрод из нержавеющей стали
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.

D286A Сварочный электрод с твердым покрытием
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.

ERNiCU-7 (Сплав 60) Сварочная проволока из никелевого сплава
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.

соединенные углеродные дуговые электроды
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.

D167 Твердосплавные сварочные электроды
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.

Кобальтовые голые электроды и стержни для наплавки ERCoCr-E
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.
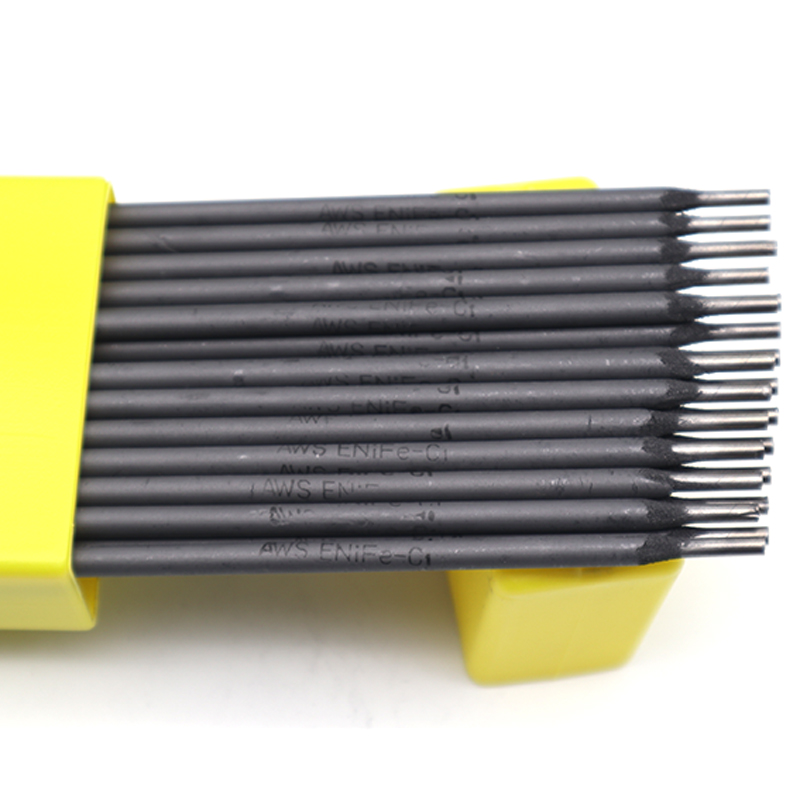
AWS A5. 15 ENiFe-C1 Чугунный сварочный электрод Z408
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.
AWS A5. 4 E316L-16 Сварочные стержни из нержавеющей стали
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.

AWS:SFA 5.4 Электроды из нержавеющей стали E2209-16
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.
Сварочные стержни AWS E7018
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.
D547 Сварочный электрод с твердым покрытием
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.

TYUE E7018 Сварочные стержни
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.

AWS:SFA 5. 4 E307-15 Электроды из нержавеющей стали
Подходит для сварки конструкций из нержавеющей стали того же типа, композитной стали и разных стальных компонентов, изготовленных из синтетического волокна, нефтехимического оборудования и т. Д. его также можно использовать для наплавки переходного слоя внутренней стенки оборудования под давлением ядерного реактора и сварки конструкции внутри башни.
-


-


-
-
-


WhatsApp

-
WeChat
