


Продукция












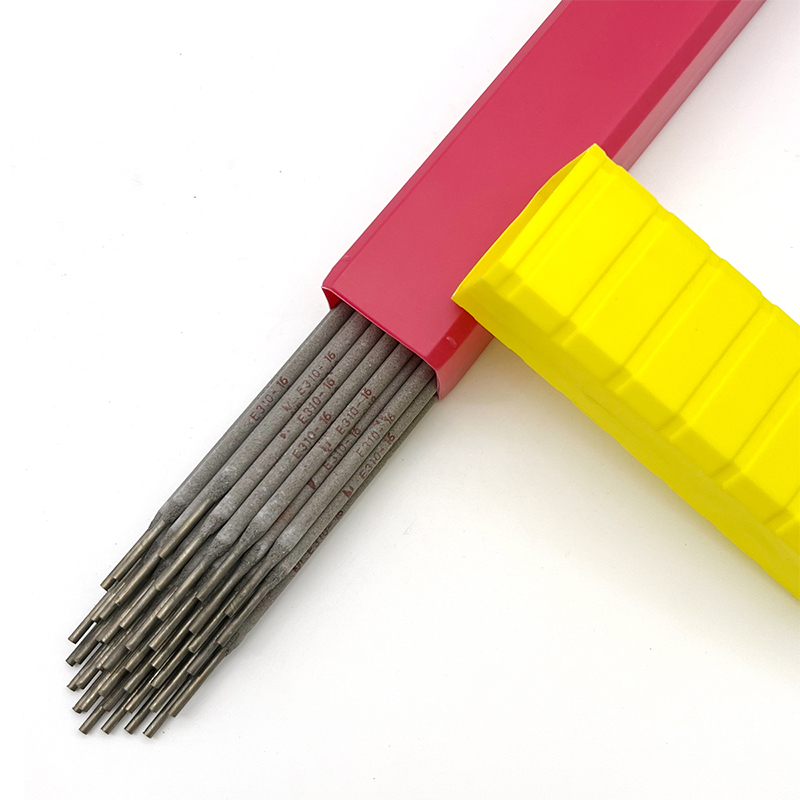




AWS E410-16 Сварочные электроды из нержавеющей стали
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.
Описание
маркер
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости. Этот материал воздушно-твердеющего типа требует предварительного нагрева и температуры промежуточного слоя не менее 400⁰F во время сварки.
Типичные области применения: наплавка стальных валков, деталей печей и горелок, деталей турбин.
Спецификация AWS:AWS A5.4 E410-16
Спецификация JIS:JIS D410-16
Другие спецификации:DIN 8556 E13 R 26
Применение
Сварка 13%Cr стали, такой как AlSi 410, SUS420J1, SUS420J2. Сварка водяных бегунов, где требуется устойчивость к кавитации или эрозии.


| Класс AWS:E410-16 | Сертификация:AWS A5.4/A5.4M:2006 |
| Сплав:E410-16 | ASME SFA A5.4 |
| Положение при сварке:F, V, OH, H | Ток:
AC-DCEP |
| Прочность на разрыв, кпси: | 75 мин |
| Предел текучести, кпси: | *NS |
| Удлинение %: | 20 мин |
Материал:Нержавеющая сталь
Длина: 300мм-500мм Рабочий ток: 50-240А
Сварочный ток: 50-240А
Рабочая температура: Международный стандарт
Диаметр: 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм, 5,0 мм
Применение: конструкции из нержавеющей стали
Место происхождения: Чжэцзян
Китай (материк) цвет: красный/серый-белый
Типичная химия проволоки согласно AWS A5.4 (отдельные значения являются максимальными)
| C | Cr | Ni | Mo | Mn | Si | P | S | Cu |
| 0.12 | 11.0-13.5 | 0.7 | 0.75 | 1.0 | 0.90 | 0.04 | 0.03 | 0.75 |
Типичные параметры сварки
| Диаметр | Процесс | Напряжение(V) | Амперы (плоские) | Амперы (V/OH) | |
| дюйм | (мм) | ||||
| 3/32'' | (2.4) | SMAW | 24-28 | 70-85 | 65-75 |
| 1/8'' | (3.2) | SMAW | 26-30 | 85-110 | 80-90 |
| 5/32'' | (4.0) | SMAW | 28-32 | 110-140 | 100-120 |
| 3/16'' | (4.8) | SMAW | 28-32 | 120-160 | 110-130 |
Упаковка и доставка
| Подробности упаковки: | 5 кг в пластиковом ящике, 4 пластиковых ящика в картонной коробке весом 20 кг |
| Деталь доставки: | в течение 20-25 дней после получения вашего заказа |
Указания по использованию
Предварительный подогрев при 200 - 400°C, так как металл шва обладает свойствами самозакаливания.
Последующий нагрев при 700 - 800°C для улучшения структуры и снятия напряжения после сварки.
Позиции сварки:Плоская, сварка в углу, вертикально вверх, горизонтально, над головой.
связаться с нами
Сопутствующие популярные продукты

Сварочная проволока из никелевого сплава ERNiCrMo-10 (сплав C22)
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.

D707 Сварочный электрод с твердым покрытием
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.
AWS A5.15 Сварочный электрод для чугуна ENi-C1 Z308
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.
D608 Сварочный электрод с твердым покрытием
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.
D286A Сварочный электрод с твердым покрытием
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.
D577 EDCrMn-C-15 жесткие сварочные электроды
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.
Сварочный электрод ECoCr-A (кобальт 6) Кобальтовая наплавка и износостойкий сварочный электрод
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.
Сварочная проволока из никелевого сплава ERNiCrMo-3 (сплав 625)
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.

ERCoCr-A A5.21, кобальтовые голые электроды и стержни для наплавки
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.

ECoCr-E/Stellite 21 Кобальтовая наплавочная и износостойкая сварочная электрод
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.
D517 Сварочный электрод с твердым покрытием
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.
AWS A5.4 E312-17 Электроды из нержавеющей стали
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.

AWS E10015-G Сварочные электроды
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.

ECuMnNiAl (никель-марганец-алюминий-бронза) Сварочные электроды
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.

D107 Твердосплавные сварочные электроды
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.
D337 Сварочный электрод с твердым покрытием
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей с целью придания им коррозионной, эрозионной и абразивной стойкости.
-


-


-
-
-


WhatsApp

-
WeChat
