


Продукция






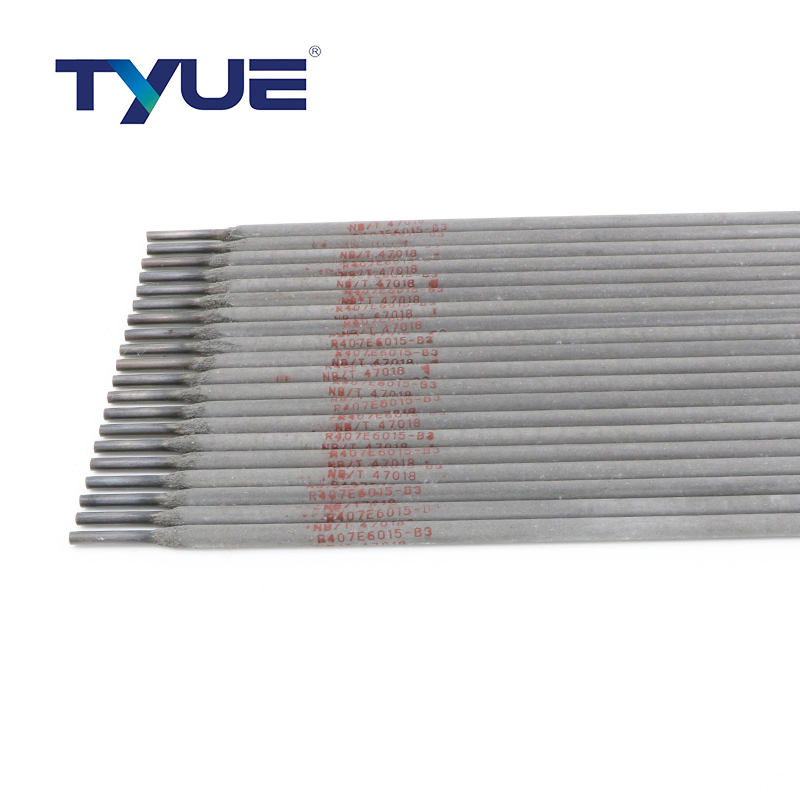
















AWS E6012 Сварочные стержни
Описание
маркер
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.
E6012 имеет хорошую, стабильную дугу и работает на высоких токах с низким разбрызгиванием. Чрезвычайно универсальный, E6012 может ииспользоваться как с AC и с DC.
Типичные области применения
Сельскохозяйственные орудия, общий ремонт, производство машин, металлическая мебель, декоративное железо, листовой металл, контейнеры.
Спецификация
Спецификация AWS:AWS A5.1 E6012
Спецификация JIS :D4312
Другие спецификации:DIN E4321 R3


Применения
Изделия из низкоуглеродистой стали, стальные окна, железные решетки и ограждения, сталь для контейнеров, сварка неоцинкованных труб, стальные конструкции для домов, стальные стулья и столы, стальные лестницы и другие легкие низкоуглеродистые стали и другие.
Описание
Электрод для дуговой сварки в среде защитного металла общего назначения с хорошими характеристиками плавления и проникающей способности.. Хорошо подходит для устранения зазоров при плохой подгонке. Легко справляется как с легким листовым металлом, так и с тяжелыми стальными конструкциями. Сварной шов имеет гладкие, хорошо закругленные и ровные швы с тесно рифленой поверхностью. Филе выпуклое, без подрезов. Возможность работы во всех положениях в сочетании с быстро застывающим металлом шва и мощной дугой делает этот электрод идеальным для работы в мастерских и на стройплощадках. Отличные характеристики осаждения при сварке как вертикально вверх, так и вертикально вниз. Шлак отделяется очень легко и в большинстве случаев самоочищается.
Указания по использованию
Обратите внимание на то, чтобы не выходить за пределы диапазона допустимых токов.Сварка на чрезмерном токе не только снижает рентгеновскую стойкость, но и вызывает увеличение количества брызг, подрезов и недостаточное покрытие шлаком.
Перед использованием просушите электроды при температуре 70-100 градусов С в течение 30-60 минут. Чрезмерное поглощение влаги снижает пригодность к использованию и может привести к образованию пористости.
Чрезмерная сушка перед использованием приводит к снижению проникающей способности и перегреву электрода.
| Класс AWS:E6012 | Сертификация:AWS A5.1/A5.1M:2004 |
| Сплав:E6012 | ASME SFA A5.1 |
| Положение при сварке:F, V, OH, H | Ток:
AC-DCEN |
| Прочность на разрыв, кпси: | 60 мин |
| Предел текучести, кпси: | 48 мин |
| Удлинение в 2" (%): | 17 мин |
Типичный химический состав проволоки согласно AWS A5.1 (отдельные значения являются максимальными)
| C | Mn | Si | P | S | Ni | Cr | Mo | V | Комбинированный предел для Mn+Ni+Cr+Mo+V |
| 0.20 | 1.20 | 1.00 | *NS | *NS | 0.30 | 0.20 | 0.30 | 0.08 | *NS |
*Не указано
| Типичные параметры сварки | ||||
| Диаметр | Процесс | Вольт | Амперы (плоские) | |
| inch | (мм) | |||
| 3/32'' | (2.4) | SMAW | 19-25 | 35-100 |
| 1/8'' | (3.2) | SMAW | 20-24 | 90-160 |
| 5/32'' | (4.0) | SMAW | 19-23 | 130-210 |
| 3/16'' | (4.8) | SMAW | 18-21 | 140-250 |
связаться с нами
Сопутствующие популярные продукты

Сварочные прутки AWS A5.1 E7015
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.

ECuNi (187) Сварочные электроды
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.

AWS:SFA 5.4 E308H-16 Электроды из нержавеющей стали
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.

D172 Твердосплавные сварочные электроды
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.

AWS E6010 Сварочные электроды из низкоуглеродистой стали
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.
AWS A5.4 E385-16 Сварочные электроды из нержавеющей стали
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.

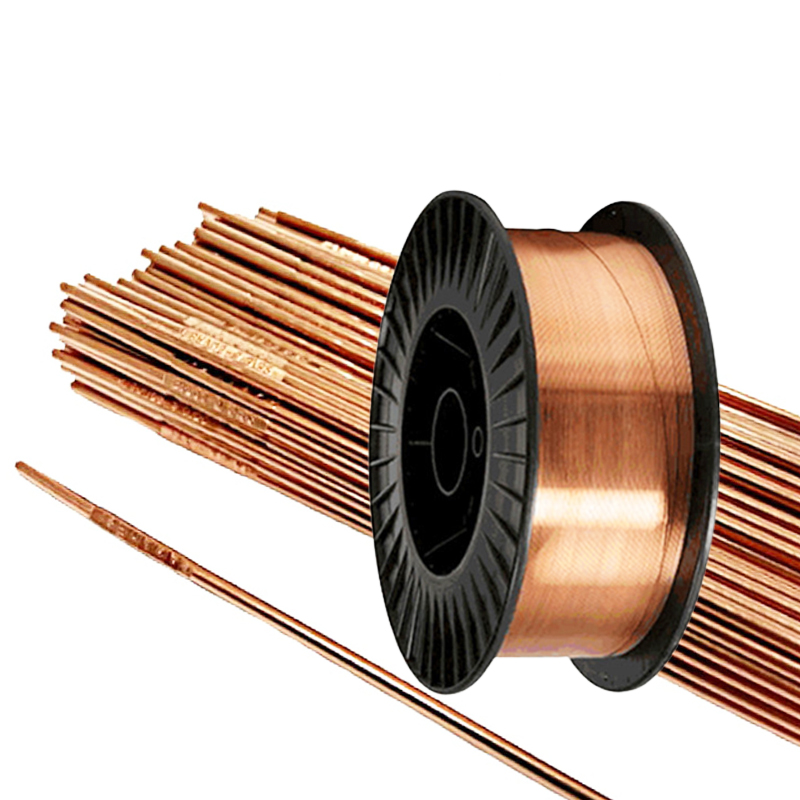
Сварочная проволока из никелевого сплава AWS A5.14 ERNiCrFe-5
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.

AWS:E309MoL-15 Электроды из нержавеющей стали
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.

AWS:SFA 5.4 Электроды из нержавеющей стали E410-15
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.
D517 Сварочный электрод с твердым покрытием
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.
Сварочная проволока из никелевого сплава ERNi-Cl (никель 99)
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.
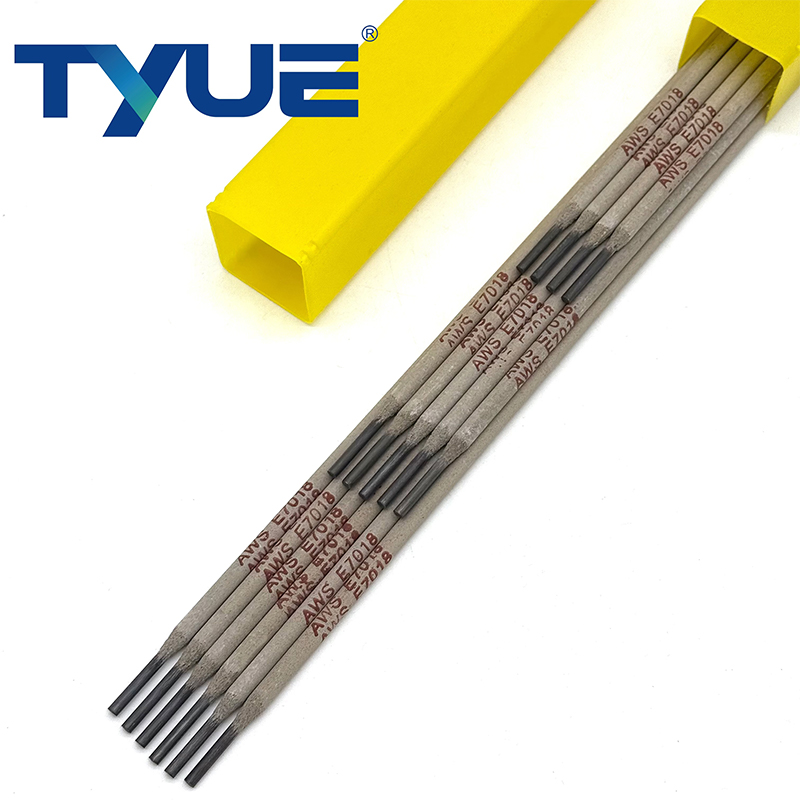
Сварочные стержни AWS E7018
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.

AWS E309L-17 Электроды из нержавеющей стали
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.

AWS A5.5 Сварочные электроды E8015-B2 R307BH
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.

Сварочные электроды E8015-G
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.
D227 Сварочный электрод с твердым покрытием
E6012 - это электрод общего назначения, который обеспечивает отличные характеристики мостика, особенно для работ с плохим прилеганием.
-


-


-
-
-


WhatsApp

-
WeChat
