


Продукция














 Чисто никелевый чугунный сварочный электрод")
 Чисто никелевый чугунный сварочный электрод")
 Чисто никелевый чугунный сварочный электрод")
 Чисто никелевый чугунный сварочный электрод")
 Чисто никелевый чугунный сварочный электрод")
 Чисто никелевый чугунный сварочный электрод")
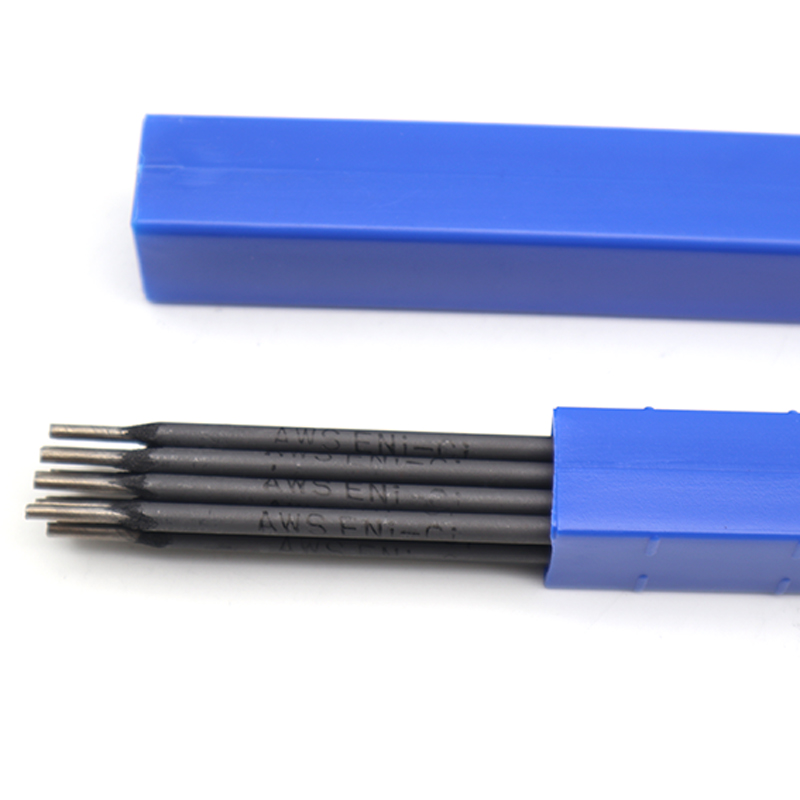
AWS ENi-Cl (Z308) Чисто никелевый чугунный сварочный электрод
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.
Описание
маркер
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.
AWS A5.15/ASME SFA5.15 ENi-CI
JIS Z3252 DFC Ni
Применение
Он подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки двигателей серого чугуна, коробки передач и станки и вскоре.
Характеристики
AWS ENi-Cl (Z308) является чистым никелевым сердечником, сильно уменьшающим железный стержень с графитовым покрытием. Он может быть использован для двойного назначения переменного тока и постоянного тока и прост в эксплуатации. При сварке не требуется предварительный нагрев сварки. он обладает хорошей устойчивостью к трещинам и свойствами обработки.
 Чисто никелевый чугунный сварочный электрод.5")
 Чисто никелевый чугунный сварочный электрод.6")
Внимание
1.Перед сваркой электроды необходимо выпекать в течение 1 часа при температуре 150 ± 10℃ перед использованием.
2.Он может устранить сварочное напряжение и избежать трещин, ударив сварный шов.
3.Для уменьшения примесных элементов в проникновении сварного шва основного металла,
узкой ширины белой полосы, улучшения устойчивости к трещинам и характеристик
обработки, при холодной сварке чугуна следует использовать сварку с небольшим током.
Химический состав отложенного металла (массовая доля):%
| Элементы | C | Si | Мn | S | Fe | Ni | масса других элементов |
| Стандартное значение | ≤2.0 | ≤2.5 | ≤1.0 | ≤0.03 | ≤8.0 | ≥90 | ≤1.0 |
Сварочный эталонный ток: (AC, DC+)
| диаметр электрода (мм) | 2.5 | 3.2 | 4.0 |
| ток сварки (A) | 60-90 | 90-110 | 120-150 |
Коррекция искажения сварки
Для коррекции деформации в горячем состоянии строго запрещается механическая коррекция и удар молотком в диапазоне синей хрупкой температуры (300℃ ~ 500℃), чтобы избежать хрупких трещин.
Обратите внимание на следующие требования при локальном нагреве пламени
Не желательно повторять нагрев в одной и той же части, чтобы избежать изменений металлографической структуры и механических свойств стали.
Не вызывает повторных коррекций натяжения и сжатия в одной и той же части.
Для закаляемых сварных деталей полив и быстрое охлаждение строго запрещены.
Сварочные детали, требующие отжига, должны быть исправлены перед отжигом, чтобы устранить внутреннее напряжение во время отжига. Во время отжига сварные детали должны быть стабильно размещены, чтобы не повторно деформироваться.
Температура нагрева пламени может составлять 700 ℃ ~ 850 ℃ (фуксия), а низколегированная конструкционная сталь не должна превышать 900 ℃ (ярко-красный).
связаться с нами
Сопутствующие популярные продукты
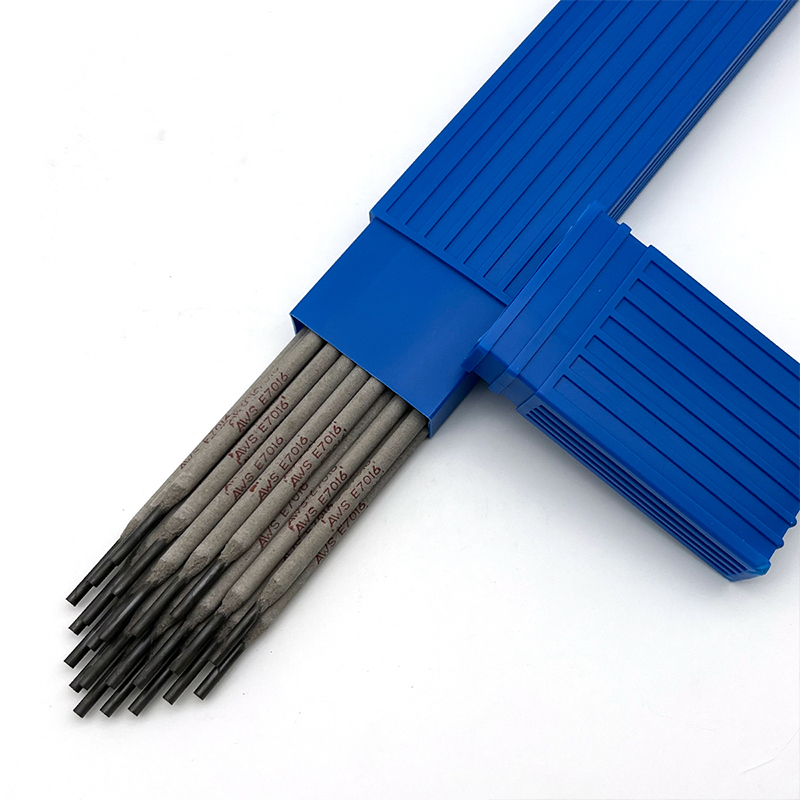
Сварочные стержни AWS E7016
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.

Нержавеющие сварочные прутки AWS A5.4 E309L-16
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.

D266 Сварочный электрод с твердым покрытием
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.

Кобальтовые голые электроды и стержни для наплавки ERCoCr-E
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.

ECoCr-E/Stellite 21 Кобальтовая наплавочная и износостойкая сварочная электрод
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.

AWS A5.5 E9015-B9 Термостойкие сварочные электроды
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.

TIG вольфрамовый электрод WZr8
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.

AWS:SFA 5.4 Электроды из нержавеющей стали E2209-16
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.

Сварочные электроды AWS E7015-A1
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.

AWS Спицификация:AWS A5.13 AME A5.13 ECoCr-C
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.

ECuMnNiAl (никель-марганец-алюминий-бронза) Сварочные электроды
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.

Сварочный электрод из нержавеющей стали E308L-16
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.

AWS:SFA 5.4 E308-16 Сварочный электрод из нержавеющей стали
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.
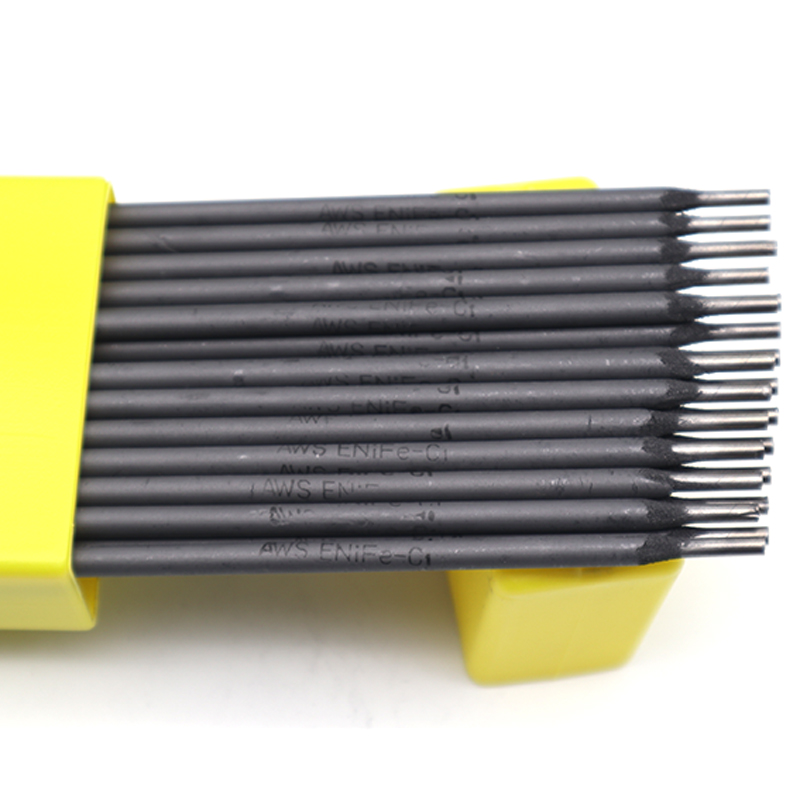
AWS A5. 15 ENiFe-C1 Чугунный сварочный электрод Z408
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.

D102 Твердосплавные сварочные электроды
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.

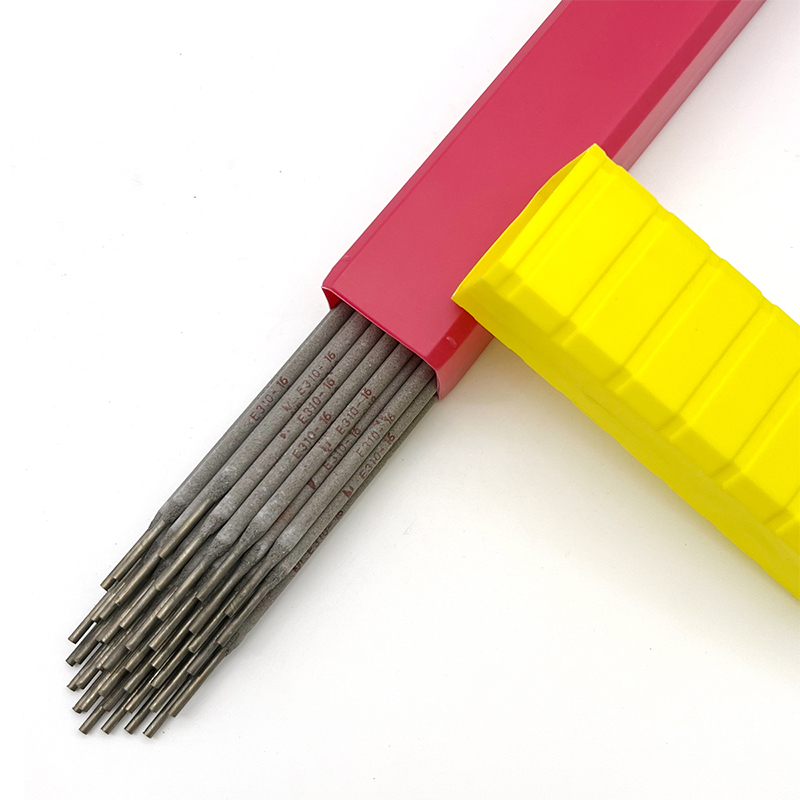
AWS E310-15 Сварочные электроды из нержавеющей стали
Подходит для сварки тонких кусочков чугунной сварки и обработки поверхностей, таких как головки цилиндров, важные блоки серого чугунного двигателя, коробки передач и станки.
-


-


-
-
-


WhatsApp

-
WeChat
