


Продукция



















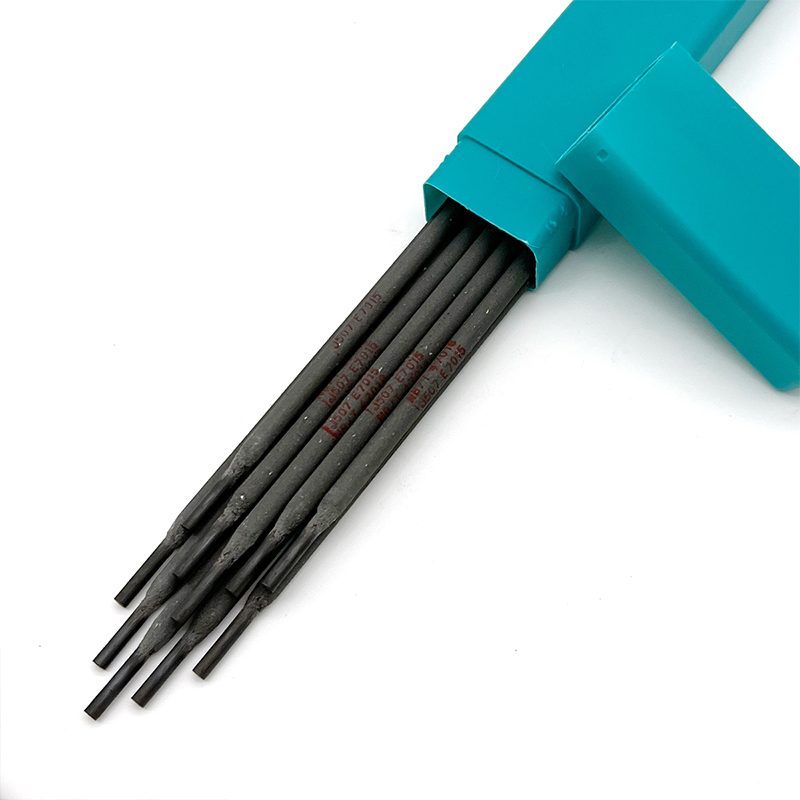
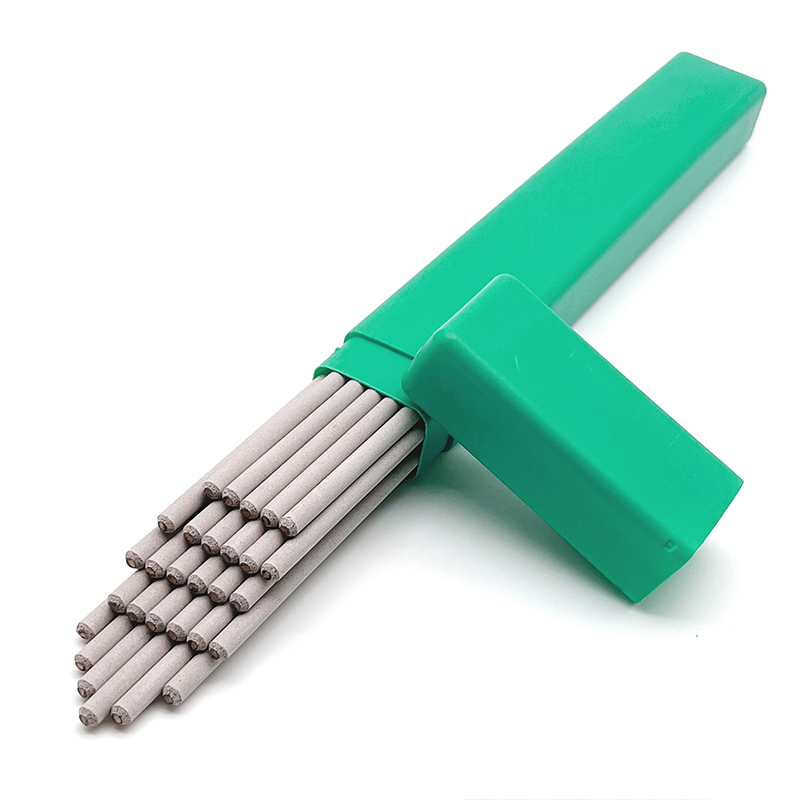
D557 EDCrNi-C-15 жесткие сварочные электроды
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.
Описание
маркер
Описание
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.
Использование
Для рабочей температуры ниже 600 ℃ наплавка уплотнительной поверхности клапана высокого давления.


Химический состав осадочного металла (%)
| Пункты | C | Мn | Si | Cr | Ni | S | P |
| Гарантийная стоимость | ≤0.20 | 2.00 ~ 3.00 | 5.00 ~ 7.00 | 18.00 ~ 20.00 | 7.00 ~ 10.00 | ≤0.030 | ≤0.040 |
Твердость слоя поверхности:
HRC ≥ 37
Эталонный ток (DC+)
| Диаметр электрода (мм) | Ф3.2 | Ф4.0 | Ф5.0 |
| Сварочный ток (A) | 80 ~ 120 | 120 ~ 160 | 160 ~ 200 |
Меры предосторожности
1.Электрод перед сваркой должен выпекать при 300-350℃ в течение 1 часа
2.Из-за высокой твердости осадочного металла температура предварительного нагрева составляет 300-450 ℃, при возможном наплыве можно использовать короткую дугу, небольшой ток.
связаться с нами
Сопутствующие популярные продукты

соединенные углеродные дуговые электроды
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.

Сварочная проволока из никелевого сплава ERNi-Cl (никель 99)
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.

AWS:SFA 5.11 ENiCrFe-2 Электроды для никеля и его сплавов
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.
AWS A5.4 E310-16 Сварочные электроды из нержавеющей стали
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.
AWS A5.4 E309L-16 Сварочные стержни из нержавеющей стали
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.

AWS E410-16 Сварочные электроды из нержавеющей стали
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.

D107 Твердосплавные сварочные электроды
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.
TIG вольфрамовый электрод WP 00
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.

AWS E6012 Сварочные стержни
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.

AWS SFA 5.4 Сварочные электроды из нержавеющей стали E347-16
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.

Чугунный сварочный электрод Z208
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.

Сварочный электрод E7015-C2L Электрод из низкотемпературной стали
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.
Сварочные стержни AWS E7015
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.

AWS:E308-15, E308L-15 Электроды из нержавеющей стали
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.

AWS:E309MoL-15 Электроды из нержавеющей стали
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.
AWS A5.4 E312-17 Электроды из нержавеющей стали
D557 представляет собой электроды для сварки клапана CrNiSi типа с низким содержанием водорода натрия, наплавка металла полагается на большое количество кремния для усиления аустенитной ферритной организации, со временем старения, твердостью и стойкостью к царапинам, дальнейшее улучшение наплавки металла имеет хорошую коррозионную стойкость, окислительная стойкость и коррозионная стойкость, использование обратного DC.
-


-


-
-
-


WhatsApp

-
WeChat
