


Распространенные процессы сварки трубопроводов
2026-04-01
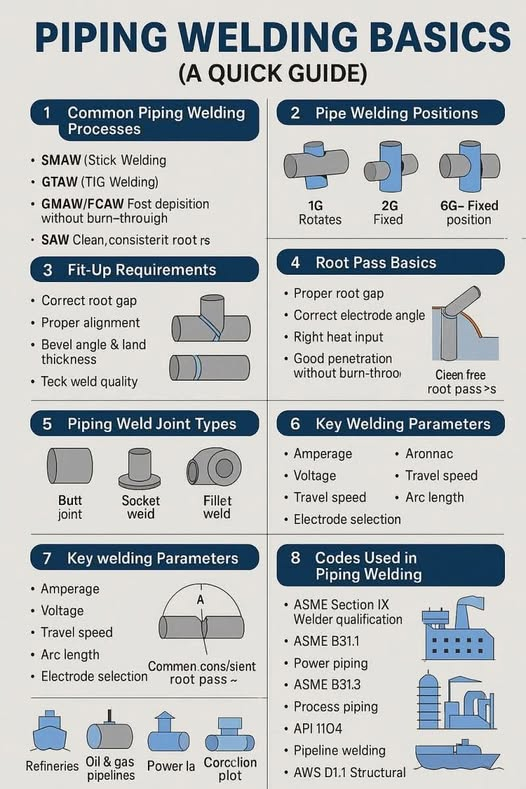
Распространенные процессы сварки трубопроводов.
»Сварка электродами (SMAW) – наиболее распространенный метод для строительных работ, прокладки трубопроводов и остановок производства.
»GTAW (TIG-сварка) – корневой шов для высококачественной сварки без дефектов.
»GMAW/FCAW – технология быстрой наплавки, используется в цехах по изготовлению металлоконструкций.
»SAW (струйная обработка под давлением) – используется для сварки швов труб большого диаметра в промышленности.
Каждый процесс имеет свою цель — выбор правильного процесса обеспечивает целостность сварного шва.
1. Положения при сварке труб.
При сварке труб вращение невозможно, если это не разрешено, что делает выполнение различных поз сложным.
1G – Труба вращается
2G – Фиксированное вертикальное положение
5G – Фиксированное горизонтальное положение, без вращения
6G – Фиксированное положение под углом 45° (самое сложное, но очень востребованное)
Сертифицированный сварщик 6G всегда пользуется высоким спросом.
2. Основы корневого прохода
Корневой шов является основой всего сварного шва.
»Правильный корневой зазор
»Правильный угол наклона электрода
»Правильный подвод тепла
»Хорошее проникновение без прогорания.
Чистый, равномерный корневой шов = сварной шов без дефектов.
3. Требования к установке
Идеальная подгонка — это половина качества сварки.
Он контролирует проникновение, форму заготовок и общую прочность.
Подгонка должна включать:
Правильный зазор в корне шва
Правильное выравнивание
Угол скоса и толщина кромки
Качество прихваточного шва
Чистые поверхности (без ржавчины, масла или краски)
Если подгонка неправильная, сварной шов уже неисправен.
4. Типы сварных соединений трубопроводов
Наиболее распространенные суставы:
»Соединительный шов
»сварка встык
»Угловой шов
»Соединение ответвлений (Weldolet, Threadolet и т. д.
Каждый тип требует специфического контроля температуры, угла и техники.
5. Основные параметры сварки
Для трубопроводов эти параметры определяют всё:
Сила тока
Напряжение
Скорость перемещения
Длина дуги
Выбор электрода
Температура между проходами
Небольшая ошибка = большой дефект.
6. Неразрушающий контроль необходим для сварных швов трубопроводов.
В зависимости от норм и условий эксплуатации:
Визуальный контроль (ВК)
Рентгенография (РТ)
Ультразвуковой контроль (УЗК)
Контроль методом капиллярной дефектоскопии (КДД)
Магнитопорошковый контроль (МПДД)
Контроль твердости (для легированных сталей)
Критические линии требуют 100% неразрушающего контроля.
7. Коды, используемые при сварке трубопроводов.
В отрасли действуют строгие стандарты
ASME Раздел IX – Квалификация сварщика
ASME B31.1 – Трубопроводы для энергетических установок
ASME B31.3 – Технологические трубопроводы
API 1104 – Сварка трубопроводов
AWS D1.1 – Сварка металлоконструкций
Соответствие стандартам обеспечивает безопасность и производительность.
8. Распространенные дефекты при сварке труб
»Отсутствие слияния
»Неполное проникновение
»Пористость
»Включение шлака
»Андеркат
»Чрезмерное подкрепление
»Трещины
Контроль температуры + техника = сварной шов без дефектов.
9. Где сварка трубопроводов наиболее важна?
♦Нефтеперерабатывающие заводы
♦Нефтегазопроводы
♦Электростанции
♦химическая и перерабатывающая промышленность
♦газораспределительные сети
♦Судостроительные верфи
♦Системы котлов и трубопроводов высокого давления
Сварка труб — это не просто навык, это дисциплина, точность и ответственность.
Каждый сварной шов несет на себе бремя давления, высокой температуры и безопасности.





-


-


-
-
-


WhatsApp

-
WeChat
