


Контрольный список
2026-03-27
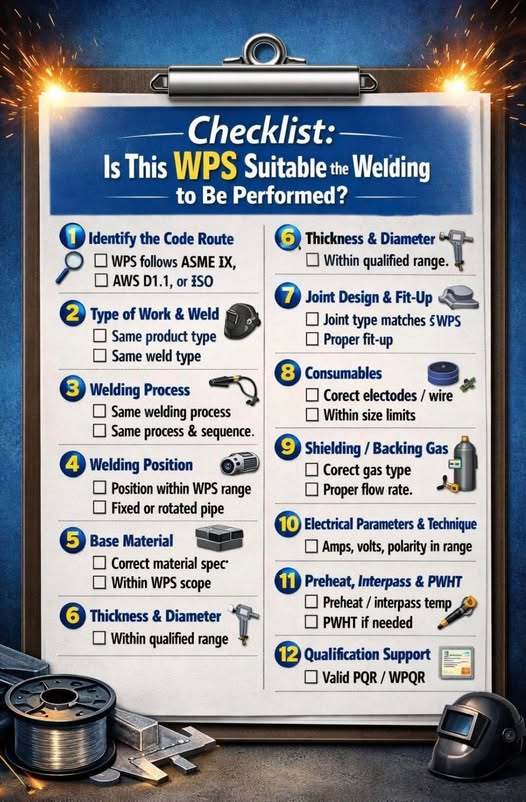
Контрольный список: подходит ли данная технологическая карта сварки для выполняемой сварки?
1.Идентификационный код
-WPS соответствует стандартам ASME IX, AWS D1.1 или ISO.
-Для WS D1.1: √ Предварительная квалификация √Квалифицированный
-Используемый код соответствует требованиям проекта
•Предварительная квалификация AWS D1.1: не требуется PQR, но необходимо соблюдать все предварительно установленные ограничения.
•ASME IX: WPS должна быть подкреплена PQR.
•ISO: WPS должен поддерживаться WPQR.
•Один WPS = только один код
2. Вид работ и сварка
-Тип изделия соответствует технологической карте (трубы / несущие конструкции / компоненты, работающие под давлением).
-Один и тот же тип сварного шва (стыковой/угловой).
•Разное приложение = разные правила
•Неправильный продукт или тип сварки = Технологическая карта сварки неприменима
3.Процесс сварки
-Один и тот же процесс сварки (SMAW / GTAW / GMAW / FCAW / SAW)
-Та же комбинация технологических операций и последовательность сварки (корневая / заполняющая / наружная)
•Любое изменение процесса сварки, комбинации процессов или последовательности является существенной переменной
4. Положение при сварке (неподвижная/повернутая труба)
-Нахождение в зоне действия WPS (1G–6G)
-Pipe condition matches WPS: fixed or rotated
•Повернутая труба (1G) ≠ неподвижная труба (2G / 5G / 6G)
•Положение является важной переменной.
5. Базовый материал
-Технические характеристики и марка материала в соответствии с требованиями WPS.
-Группировка материалов используется только в случае необходимости, предусмотренной кодом.
-Предварительная квалификация AWS D1.1: разрешены основные металлы.
•Материал, выходящий за рамки проекта = WPS недействителен.
6. Толщина (и диаметр, если требуется)
-Фактическая толщина сварного шва находится в пределах допустимого диапазона PQR / WPQR.
-Диаметр трубы проверяется только в том случае, если в нормативных документах он указан как переменная.
•Толщина выходит за пределы допустимого диапазона = WPS не покрывает объем работ.
7. Проектирование и подгонка соединений
-Тип соединения (BW / FW) соответствует WPS
-•Скос, зазор между корнями, поверхность корня в пределах допустимых значений.
-Обустройство площадки может осуществляться в соответствии с WPS.
•Если соединение не соответствует требованиям WPS, не используйте WPS.
8. Расходные материалы
-Классификация электродов/проводов соответствует WPS.
-Диаметр расходных материалов находится в допустимых пределах.
•Замена расходных материалов без согласования не допускается.
9. Защитный/поддерживающий газ
-Тип и состав газа соответствуют WPS.
-Расход в пределах допустимого диапазона
-Условия на площадке позволяют обеспечить надлежащую защиту.
•Плохая защита экрана = дефекты
10. Электрические параметры и техника
-Тип и полярность тока указаны верно.
-Сила тока и напряжение находятся в пределах диапазона WPS.
-Может быть применена технология сварки.
•Параметры, выходящие за пределы допустимого диапазона, означают, что WPS не соблюдается.
11. Предварительный нагрев, межпроходной нагрев и PHWT
-Предварительный нагрев можно осуществить и измерить.
-Температуру между проходами можно регулировать.
-Термообработка поверхности при необходимости возможна.
•Если контроль температуры невозможен, система WPS не подходит.
12. Поддержка квалификации
-ASME IX / ISO: действительный PQR / WPQR
-Предварительная квалификация AWS D1.1: все правила соблюдены.
•Отсутствие надлежащей поддержки = WPS недействителен
13. Квалификация сварщика
Сварщик, имеющий квалификацию для √ Процесс √ Позиция
•Наличие действующей технологической карты сварки (WPS) не означает приемлемый результат сварки, если сварщик не имеет соответствующей квалификации.






-


-


-
-
-


WhatsApp

-
WeChat
