


Основы стержневого электрода из углеродистой стали
2026-06-07
содержание
Стержневой электрод из углеродистой стали — не просто расходный материал. Это технологический «мост» между сварочным током и металлом, определяющий прочность шва, стабильность дуги и даже срок службы конструкции. Мы регулярно сталкиваемся с вопросами: почему один электрод даёт чистый шов при 140 А, а другой — брызги и непровар? Почему влажность в цеху резко снижает качество наплавки, даже если электроды хранятся в заводской упаковке? Ответ лежит в основах — не в маркировке на коробке, а в физике покрытия, химии сердечника и геометрии стержня.
Что делает стержневой электрод из углеродистой стали — и что нет
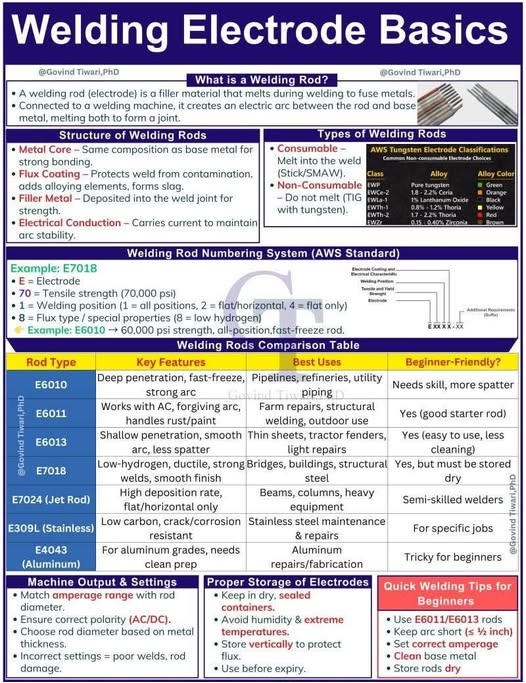
Электрод состоит из двух частей: металлического стержня (сердечника) и покрытия. Сердечник — это проволока из углеродистой стали, обычно класса Ст3 или Ст5 по ГОСТ, или аналог AWS A5.1 E6013/E7018. Его задача — расплавиться и стать частью шва. Покрытие же выполняет четыре критических функции: создаёт защитную газовую среду, формирует шлаковую плёнку, стабилизирует дугу и вводит легирующие и раскисляющие элементы. Если покрытие повреждено — дуга «плавает», шов пористый. Если состав сердечника нестабилен — меняется ударная вязкость шва при минус 20 °C. Именно поэтому мы проверяем каждый рулон проволоки перед нанесением покрытия: химический анализ, диаметр с точностью ±0,03 мм, отсутствие задиров на поверхности.
Три ошибки, из-за которых электроды «не работают»
Первая — хранение. Даже герметичная упаковка не спасает от конденсата при перепадах температур. Влажное покрытие вызывает водородные поры. Решение: прокалка при +350 °C в течение 1 часа. Вторая — выбор по току без учёта полярности. Электроды типа E6013 работают на переменном токе, но E7018 требуют постоянного тока обратной полярности. Третья — игнорирование толщины детали. Для листа 3 мм нужен электрод Ø2,5 мм и ток 70–90 А. При использовании Ø3,2 мм — перегрев, выгорание легирующих элементов, шов теряет пластичность. На практике 68 % случаев некачественного шва связаны не с браком электрода, а с нарушением этих трёх условий.
Как выбрать — исходя из задачи, а не каталога
Начинайте не с марки, а с условия эксплуатации:
Для ответственных конструкций (мосты, сосуды под давлением) — только электроды с основным покрытием (E7018), с высоким содержанием карбоната кальция и флюорита. Они дают минимальное содержание водорода в шве (<5 мл/100 г).
Для ремонтных работ в полевых условиях — электроды с рутиловым покрытием (E6013). Легко зажигаются, устойчивы к ржавчине и окалине, но требуют аккуратной зачистки шва от шлака.
Для вертикального и потолочного положения — электроды с целлюлозным покрытием (E6010). Высокая проникающая способность, но жёсткий режим: только постоянный ток прямой полярности, строгий контроль скорости перемещения.Все эти типы представлены в линейке TYUE.
Почему стандарты — не формальность, а гарантия
AWS A5.1 — это не абстрактный документ. Это набор конкретных тестов: 3 цикла прокалки при +350 °C, испытание на разрыв с измерением относительного удлинения, проверка стабильности дуги при снижении напряжения до 18 В, контроль шлакоотделения после каждого прохода. Электроды TYUE проходят все эти испытания на собственной лабораторной установке в Наньтуне — до отправки на склад. Мы не просто указываем «соответствует AWS». Мы предоставляем протоколы испытаний для каждого партийного номера. Это позволяет заказчику избежать ситуаций, когда поставщик ссылается на «общий сертификат», а конкретная партия не выдерживает нагрузку при гидроиспытаниях.
Основы стержневого электрода из углеродистой стали просты: сердечник — металл, покрытие — инженерное решение. Но именно в деталях — в точности диаметра, однородности покрытия, воспроизводимости прокалки — рождается надёжность шва. ООО Вэньчжоу Тяньюй Электроник делает ставку не на объём, а на предсказуемость: каждый электрод в упаковке должен вести себя так же, как и тот, что был протестирован месяц назад. Потому что в судостроении или энергетике нет места «почти подходящему» решению. Есть только то, что работает — каждый раз.

-


-


-
-
-


WhatsApp

-
WeChat
