


Понимание проволоки для струйной обработки: марки, состав и размеры
2026-05-20
В дуговой сварке под флюсом (SAW) сварочная проволока — это не просто присадочный материал, она играет центральную роль в определении качества, прочности и эффективности сварного шва. Выбор правильной проволоки имеет решающее значение для получения надежных сварных швов, соответствующих отраслевым стандартам для конструкционной стали, сосудов под давлением, судостроения и трубопроводов.
Что такое проволока SAW?
Сварочная проволока для дуговой сварки под флюсом (SAW) — это непрерывный расходуемый электрод, используемый в дуговой сварке под флюсом. Она плавится под защитным слоем флюса, обеспечивая присадочный металл, который соединяется с основным материалом. Проволока обычно поставляется в катушках, бухтах или барабанах, в зависимости от производственных требований.
Марки проволоки для поверхностных акустических волн (SAW)
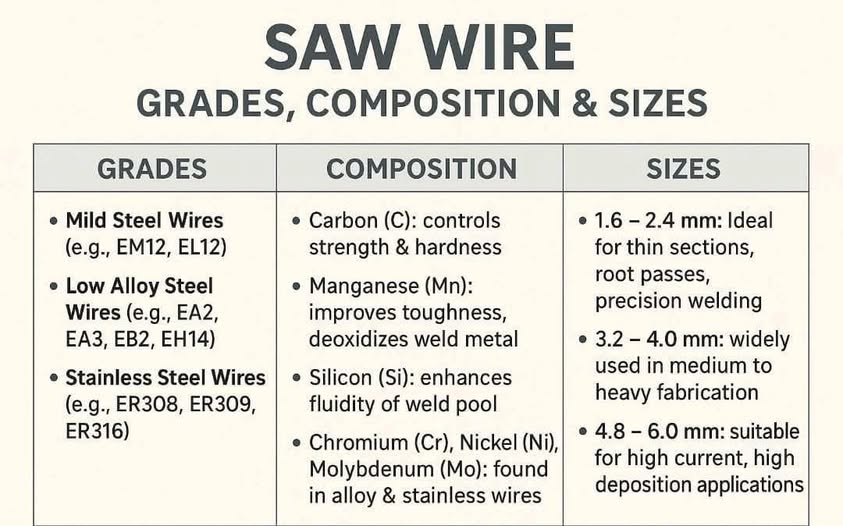
Проволока для подвода воздуха (SAW) классифицируется на основе механических и химических свойств в соответствии с различными стандартами, такими как AWS A5.17, A5.23, EN ISO 14171. К распространенным маркам относятся:
√ Проволока из низкоуглеродистой стали (например, EM12, EL12) → для общего применения, средней прочности.
√ Проволока из низколегированной стали (например, EA2, EA3, EB2, EH14) → с повышенной ударной вязкостью, сопротивлением ползучести или коррозионной стойкостью.
√ Проволока из нержавеющей стали (например, ER308, ER309, ER316) → для высокой коррозионной стойкости и применения в нержавеющих изделиях.
Каждая марка предназначена для конкретных основных материалов и областей применения, от трубопроводов до котлов и морских сооружений.
Состав проволоки для поверхностных акустических волн (SAW)
Состав проволоки подбирается таким образом, чтобы соответствовать или дополнять основной металл, обеспечивая металлургическую совместимость. Типичные легирующие элементы включают:
♦ Углерод (C): определяет прочность и твердость.
♦ Марганец (Mn): улучшает ударную вязкость и раскисляет сварочный металл.
♦ Кремний (Si): повышает текучесть сварочной ванны.
♦ Хром (Cr), никель (Ni), молибден (Mo): входят в состав сплавов и нержавеющей проволоки, обеспечивая коррозионную стойкость, ударную вязкость или прочность на ползучесть.
Точный состав в сочетании с соответствующим флюсом влияет на конечные свойства сварного шва, такие как прочность на растяжение, ударная вязкость и коррозионная стойкость.
Размеры проволоки для SAW
Сварочная проволока для акустической сварки (SAW) выпускается в широком диапазоне диаметров, обычно от 1,6 мм до 6,0 мм. Выбор зависит от сварочного тока, скорости наплавки и области применения:
♦ 1,6–2,4 мм: Идеально подходит для тонких сечений, корневых швов и прецизионной сварки.
♦ 3,2–4,0 мм: Широко используется в производстве изделий средней и большой толщины.
♦ 4,8–6,0 мм: Подходит для высокотоковых и высоконаплавляемых работ, таких как сварка толстых пластин или длинных швов в сосудах под давлением и трубопроводах.
Увеличение диаметра проволоки повышает скорость осаждения, но требует большего тепловыделения и более мощного оборудования.
В заключение:
Марка, состав и размер сварочной проволоки для дуговой сварки под флюсом (SAW) — это не универсальный выбор. Их необходимо тщательно подбирать в соответствии с флюсом, основным металлом и требованиями к применению. Правильный выбор проволоки обеспечивает не только прочные сварные швы, но и эффективное, экономичное и безопасное производство.
В сварке проволока — это не просто присадочный материал, это основа качества сварки.

-


-


-
-
-


WhatsApp

-
WeChat
