


Продукция









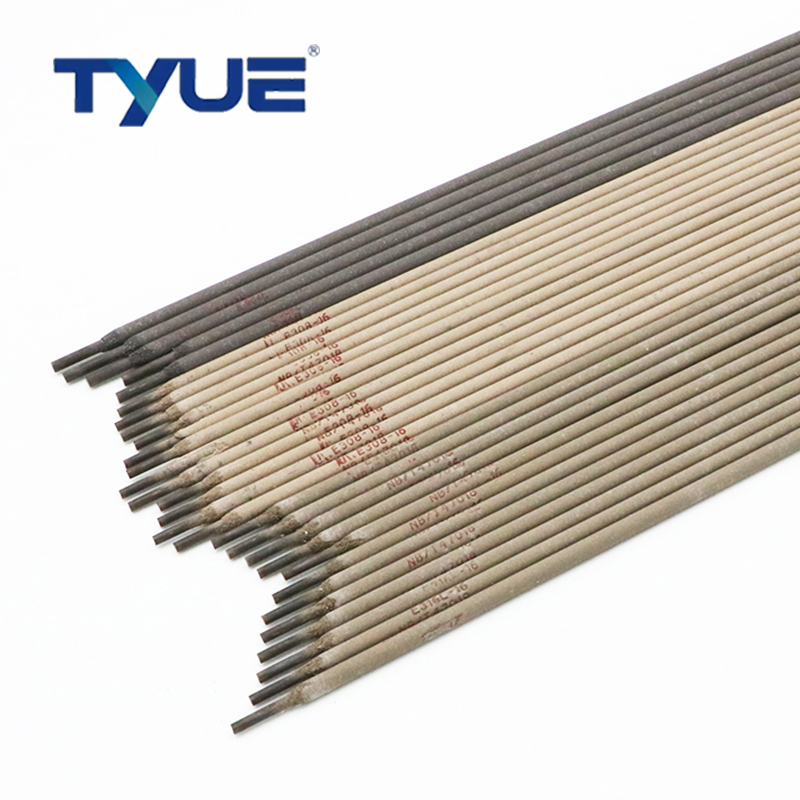













TYUE E308-16 Сварочный электрод из нержавеющей стали
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.
Описание
маркер
Классификация:
AWS A5.4 / ASME SFA5.4 E308-16
JIS Z3221 D308-16
Описание:
Сварочный электрод из нержавеющей стали E308-16 представляет собой сварочный электрод титанового типа для сверхнизкоуглеродистой нержавеющей стали. Сварной металл обладает превосходными механическими свойствами и хорошей стойкостью к межкристаллитной коррозии благодаря содержанию углерода ≤ 0,04%. Он может использоваться для сварки в любом положении с отличными характеристиками: стабильная дуга, небольшое количество брызг, хороший внешний вид сварного шва. Кроме того, сварочный электрод обладает хорошей термостойкостью, не легко нагревается до красного цвета и не образует газовую пористость.
Применение:
Сварка стали 18%Cr-8%Ni.
Подходит для сварки конструкций, изготовленных из нержавеющей стали с очень низким содержанием углерода 022Cr-19Ni10, таких как синтетическое волокно, удобрения,
нефтехимическое оборудование и т. д.
Химический состав наплавленного металла (E308-16) (%)
| Пункт | C | Mn | Si | Cr | Ni | S | P |
| Стандартное значение | ≤0.04 | 0.5-2.5 | ≤0.90 | 18.0-21.0 | 9.0-11.0 | ≤0.030 | ≤0.040 |
| Пример значения | 0.033 | 0.90 | 0.65 | 23.50 | 9.65 | 0.010 | 0.021 |
Механические свойства осажденного металла (%)
| Пункт | Прочность на разрыв(MPa) | Удлинение (%) |
| Стандартное значение | ≥520 | ≥35 |
| Пример значения | 580 | 45 |
Текущий: AC или DC+
| Диаметр(mm) | 2.0 | 2.5 | 3.2 | 4.0 | 5.0 |
| Сварочный ток(A) | 25-50 | 50-80 | 80-110 | 110-160 | 160-200 |
Примечания по использованию:
1. Сделайте дугу как можно короче.
2. Удалите из паза загрязнения, такие как масло и пыль.
3. Перед использованием просушите электроды при температуре 350 (662 ) в течение 60 минут.
связаться с нами
Сопутствующие популярные продукты

AWS:E309MoL-15 Электроды из нержавеющей стали
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.

AWS:SFA 5.4 E317L-16 Электроды из нержавеющей стали
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.

Чугунный сварочный электрод Z208
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.

Сварочная проволока из никелевого сплава ERNiCrMo-10 (сплав C22)
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.

AWS A5.7 ERCuSn-C фосфорная бронзовая проволока
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.

AWS ENiFe-CI (Z408) Чисто никелевый чугунный сварочный электрод
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.
Наполнитель из углеродистой стали ER70S-3 для дуговой сварки с газовым экраном
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.
Сварочная проволока из никелевого сплава ERNi-Cl (никель 99)
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.

Сварочные электроды из нержавеющей стали E308L-17
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.

D322 Сварочный электрод с твердым покрытием
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.

TIG вольфрамовый электрод WT-30
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.

ECuMnNiAl (никель-марганец-алюминий-бронза) Сварочные электроды
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.

Сварочные прутки AWS A5.1 E7028
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.
AWS Class ERNiCrCoMo-1 MIG & TIG: проволока из никелевого сплава
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.

Сварочные электроды AWS E7015-A1
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.

Кобальтовые голые электроды и стержни для наплавки ERCoCr-E
Сварной электрод линейного типа из титана для нержавеющей стали с очень низким содержанием углерода.
-


-


-
-
-


WhatsApp

-
WeChat
