


ПОСЛЕНАГРЕВАНИЯ ПРОТИВ ПОСЛЕТЕРЕВОГО НАГРЕВА
2026-05-29
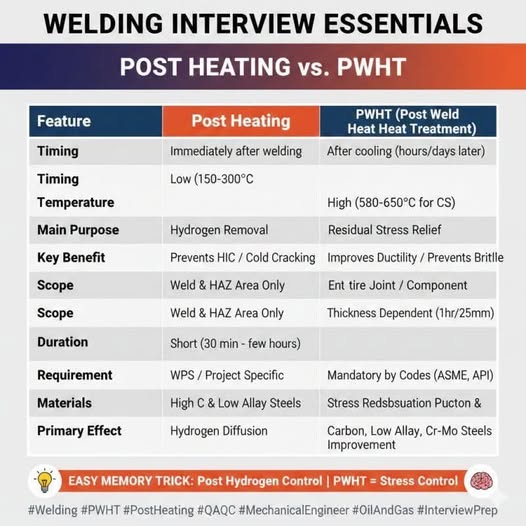
Последующий нагрев против термической обработки после сварки: основы для собеседования
Если вы сварщик, специалист по контролю качества или инженер-механик, это тема, которую обязательно нужно знать. Интервьюеры любят этот вопрос, потому что он проверяет ваше фундаментальное понимание металлургии и соответствия нормативным требованиям.
Вот что вам нужно знать, чтобы успешно пройти следующий технический этап:
👉 1. Последующий нагрев (контроль водорода)
* Время: Выполняется сразу после завершения сварки.
* Температура: Низкий диапазон, обычно 150°C – 300°C.
* Основное назначение: Способствует удалению диффундирующего водорода.
* Ключевое преимущество: Предотвращает водородное растрескивание (HIC) или «холодное растрескивание».
* Область применения: Ограничено сварочным металлом и зоной термического воздействия (ЗТВ).
* Продолжительность: Короткое время выдержки (обычно от 30 минут до нескольких часов).
* Триггер: Часто зависит от конкретного проекта или определяется в WPS.
👉 2. Послесварочная термообработка (PWHT)
* Время: Выполняется после охлаждения сварного шва, иногда через несколько дней.
* Температура: Высокий диапазон (например, 580°C – 650°C для углеродистой стали).
* Основная цель: Снятие остаточных напряжений и размягчение зоны термического влияния.
* Ключевое преимущество: Улучшает пластичность и снижает риск хрупкого разрушения.
* Область применения: Весь шов или компонент равномерно нагревается.
* Продолжительность: Зависит от толщины (стандарт: 1 час на каждые 25 мм толщины).
* Триггер: Обязателен в соответствии с нормами (ASME Sec VIII, B31.3, API 650).
🎯 Быстрый способ запоминания
* Послесварочный нагрев = удаление водорода («невидимого врага»).
* PWHT = Снятие напряжений («внутреннего напряжения»).
🎯 Ответ на собеседовании по «золотому стандарту»
> «Посленагрев — это низкотемпературный процесс, используемый в основном для диффузии водорода и предотвращения холодного растрескивания. PWHT — это высокотемпературный процесс, требуемый стандартами для снятия остаточных напряжений и улучшения механических свойств сварного соединения».

-


-


-
-
-


WhatsApp

-
WeChat
