


5 ошибок, из-за которых сварные швы отбраковываются на нефтеперерабатывающих и энергетических объектах
2026-05-25
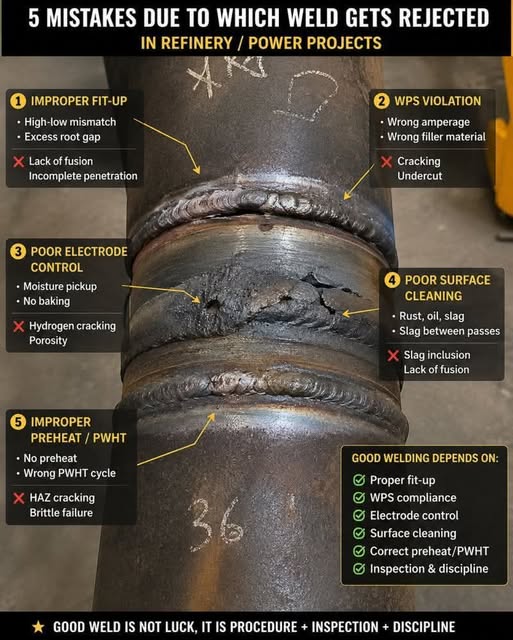
5 ошибок, из-за которых сварные швы отбраковываются на нефтеперерабатывающих и энергетических объектах.
1. Неправильная подгонка и подготовка соединения
Проблемы:
Чрезмерный зазор в корне зуба
Несоответствие высоты и глубины
Неправильный угол скоса
Результат:
❌Отсутствие сращения
❌Неполное проплавление
❌Прогорание
Контроль:
VT, RT, Hi-Lo Gauge
2. Сварка без соблюдения требований WPS
Проблемы:
Неправильный ток/напряжение
Неправильный присадочный материал
Неправильный подвод тепла
Результат:
❌Растрескивание
❌Включение шлака
❌Подрез
Коды:
ASME Раздел IX, AWS D1.1
3. Неправильный контроль электродов/расходных материалов
Проблемы:
Отсутствие прогрева электродов
Накопление влаги
Неправильное использование расходных материалов
Результат:
❌ Водородное крекинг
❌ Пористость
❌ Замедленное растрескивание
Критично для:
Углеродистой и низколегированной стали
4. Недостаточная очистка поверхности
Проблемы:
Масло/ржавчина/влага
Шлак между проходами
Загрязнение краской
Результат:
❌ Пористость
❌ Включения шлака
❌ Недостаточное сплавление
Контроль:
VT, PT, RT
5. Неправильный предварительный нагрев / термическая обработка после сварки
Проблемы:
Отсутствие предварительного нагрева
Неправильная температура термической обработки после сварки
Неправильное охлаждение
Результат:
❌ Растрескивание в зоне термического влияния
❌ Высокая твердость
❌ Хрупкое разрушение
Коды:
ASME B31.3, Раздел VIII
Заключение
Хорошая сварка – это не только мастерство сварщика.
Это зависит от:
√Правильная подгонка
√Соответствие требованиям WPS
√Контроль расходных материалов
√Подготовка поверхности
√Правильная термообработка

-


-


-
-
-


WhatsApp

-
WeChat
